




. DN25~DN150 标准焊接钢管壁厚尺寸如下: DN25 壁厚: 3.2mm; DN32 壁厚: 3.5mm; DN40 壁厚: 3.5mm; DN50 壁厚: 3.8mm; DN65 壁厚: 4.0mm; DN65 壁厚: 3.75mm; (我自己加上去的) DN80 壁厚: 4.0mm; DN100 壁厚: 4.0mm; DN125 壁厚: 4.0mm; DN150 壁厚: 4.5mm; 焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成 的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢。 焊接方法分类 螺旋焊接钢管 按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊 管、邦迪管等。 电焊钢管:用于石油钻采和机械制造业等。 炉焊管:可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺 旋焊管用于油气输送、管桩、桥墩等。 按焊缝形状
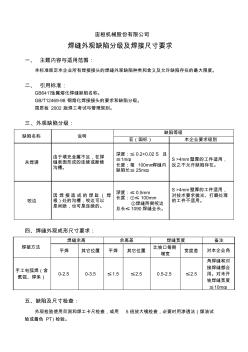
宙桓机械股份有限公司 焊缝外观缺陷分级及焊接尺寸要求 一、 主题内容与适用范围: 本标准规定本企业所有焊接接头的焊缝外观缺陷种类和含义及允许缺陷存在的最大限度。 二、 引用标准: GB6417金属熔化焊缝缺陷名称。 GB/T12469-98 钢熔化焊接接头的要求和缺陷分级。 国质检 2002 版焊工考试与管理规则。 三、外观缺陷分级: 缺陷名称 说明 缺陷等级 亚(国标) 本企业要求级别 未焊满 由于填充金属不足,在焊 缝表面形成的连续或断续 沟槽。 深度:≤ 0.2+0.02 S 且 ≤1mm。 长度:每 100mm焊缝内 缺陷长≤ 25mm。 S >4mm壁厚的工件适用, 反之不允许缺陷存在。 咬边 因 焊接造成的焊趾(焊 根)处的沟槽,咬边可以 是间断,也可是连续的。 深度:≤ 0.5mm 长度:①≤ 100mm ②焊缝两侧咬边 总长≤ 1090焊缝全长。 S >4mm壁厚的工
热门知识
焊接尺寸标准-
话题: 工程造价zhwzhangwei
-
话题: 工程造价cuizhen402
精华知识
焊接尺寸标准最新知识
焊接尺寸标准-
话题: 工程造价liming571x
-
话题: 室内设计chuguansales
焊接尺寸标准相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 中国焊接学会堆焊及表面工程专委会
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 中华人民共和国房屋建筑和市政工程标准施工招标文件
- 招标代理服务收费标准计价格[2002]1980号