




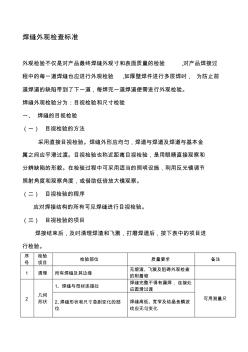
焊缝外观检查标准 外观检验不仅是对产品最终焊缝外观寸和表面质量的检验 ,对产品焊接过 程中的每一道焊缝也应进行外观检验 ,如厚壁焊件进行多层焊时, 为防止前 道焊道的缺陷带到了下一道,每焊完一道焊道便需进行外观检验。 焊缝外观检验分为:目视检验和尺寸检验 一、 焊缝的目视检验 (一) 目视检验的方法 采用直接目视检验。焊缝外形应均匀,焊道与焊道及焊道与基本金 属之间应平滑过渡。目视检验也称近距离目视检验,是用眼睛直接观察和 分辨缺陷的形貌。在检验过程中可采用适当的照明设施,利用反光镜调节 照射角度和观察角度,或借助低倍放大镜观察。 (二) 目视检验的程序 应对焊接结构的所有可见焊缝进行目视检验。 (三) 目视检验的项目 焊接结束后,及时清理焊渣和飞溅,打磨焊道后,按下表中的项目进 行检验。 序 号 检验 项目 检验部位 质量要求 备注 1 清理 所有焊缝及其边缘 无熔渣、飞溅及阻碍外观检查
热门知识
焊缝外观检查-
话题: 工程造价lhs02207108
精华知识
焊缝外观检查-
话题: 工程造价houlibo123
-
话题: 工程造价zhanghuanYW
-
话题: 工程造价somesun351
-
话题: 工程造价maojialdcr
最新知识
焊缝外观检查-
话题: 工程造价jiadanai37
焊缝外观检查相关专题
- 靠近墙角的焊缝怎么焊接
- 立焊的焊缝标准
- 中,厚板焊缝坡口选择原则
- 桩加强箍焊缝如何计算
- 怎么算钢结构焊缝长度量
- 怎样的焊缝算是好的
- 支柱焊缝与环形焊缝的区别
- 直角焊缝应力计算
- 角焊缝要不要开坡口
- 角焊缝尺寸根据什么确定
- 医疗器械生产质量管理规范现场检查指导原则—摸底用
- 在国家投资土地开发整理项目检查情况汇报会上的讲话
- 各市建设系统行政主管部门建筑节能工作检查考核评分表
- 工程施工安全检查用表监理单位专用与施工单位内业专用
- 关于组织开展冬季安全生产大检查活动通知
- 工程项目质量管理体系检查评分表(市政实体质量部分)
- 关于开展工程勘察设计与施工图审查质量检查活动通知
- 关于开展国家投资土地开发整理项目实施情况检查通知
- 工程造价咨询企业咨询质量与计价行为专项检查自查报告
- 公司安全生产检查计划与公司安全监理工作会议纪要汇编
- 关于全国生活垃圾填埋场无害化处理检查情况通报资料
- 公众聚集场所投入使用营业前消防安全检查合格证办理
- 关于开展地质资料网络服务体系建设情况检查工作通知
- 广西房地产市场秩序专项整治检查工作反馈会
- 工程项目质量验收配套检查用表建筑给水排水及采暖分部
- 关于开展对水利标准化项目执行情况进行监督检查通知
- 广东药品经营企业批发零售连锁换证现场验收检查项目表