
- 首页 >
- > 焊缝射线探伤质量标准
更新时间:2024.11.17




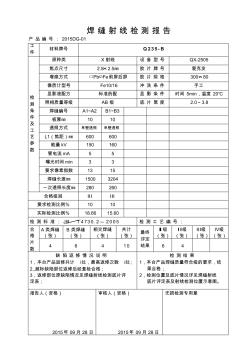
焊 缝 射 线 检测 报 告 产 品 编 号 : 2015DG-01 工 件 材料牌号 Q 2 3 5 - B 检 测 条 件 及 工 艺 参 数 原种类 X射线 设 备 型 号 QX-2505 焦点尺寸 2.5×2.5㎜ 胶 片 牌 号 爱克发 增感方式 □Pb□√Fe前屏后屏 胶 片 规 格 300×80 像质计型号 Fe10/16 冲 洗 条 件 手工 显影液配方 标准药配 显 影 条 件 时间 5min,温度 20℃ 照相质量等级 AB 级 底 片 黑 度 2.0 ~ 3.8 焊缝编号 A1~A2 B1~B3 板厚㎜ 10 10 透照方式 单壁透照 单壁透照 L1(焦距)㎜ 600 600 能量 kV 150 160 管电流mA 5 5 曝光时间min 3 3 要求像素指数 13 15 焊缝长度㎜ 1500 3204 一次透照长度㎜ 280 260 合格级别

采用4MeV直线加速器对厚壁(T≥50mm)焊接三通角焊缝的内部质量进行射线检验,如果照相工艺参数选择不当,不但严重影响焊缝缺陷的检出率,而且给底片评定和缺陷返修带来诸多不便,本文讨论了厚壁焊接三通角焊缝的射线照相工艺.1 焊接三通角焊缝的结构特点如图1所示,支管侧焊缝坡口,从腹部至肩部为0°~25°连续变化;而主管侧则依圆柱形态从与轴向正交断面变化到平行方向.焊接采取手工电弧焊,全焊透结构,在变位工装支持下挑立焊,外层以横焊盖面,属多层多道焊接.焊后镗掉内侧焊根或衬板.
热门知识
焊缝射线探伤质量标准-
话题: 工程造价piouslomno
精华知识
焊缝射线探伤质量标准-
话题: 工程造价在那遥远的地方abcd
-
话题: 项目管理athenaeum78
-
话题: 工程造价zhangxiaoweo

最新知识
焊缝射线探伤质量标准
专题概述
焊缝射线探伤质量标准知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关焊缝射线探伤质量标准最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:焊缝射线探伤质量标准
相关话题
资料下载
相关资讯
焊缝射线探伤质量标准相关专题
- 金属焊缝用耐压密封胶
- 焊缝挂不住油漆怎么办
- 涂焊缝密封胶的工艺
- 幕墙钢架施工焊缝补漆
- 黄金焊缝
- 焊缝有几种
- 焊缝的表示
- 焊缝返修卡
- 焊缝机加工
- 焊缝问题
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于实行建筑工程质量标准化管理通知
- 基于Raman散射线型光纤感温火灾探测器优化设计
- 广东省城市绿地养护质量标准DB44T2692005
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 建筑施工企业安全质量标准化检查内容及评价标准
- 建筑企业贯彻ISO9000质量标准作用及改进措施
- 伦茨交流伺服控制器在直缝埋弧钢管超声波探伤上应用
- 建筑工程真石漆施工工艺和质量标准
- 建筑施工安全质量标准化工地检查内容及评定标准
- 安全质量标准化工作
- 夹河煤矿安全质量标准化管理规定
- 煤矿机电运输专业质量标准化达标规划
- 矿井机电安全质量标准化标准及考核评分办法新标准
- 高头窑煤矿矿井安全质量标准化评分及等级评定表