





1 再热堵阀更换及三通焊缝缺陷处理 工程施工安全措施 批准: 审定: 审核: 编写: 2 2015 年 06 月 一、概述: 本施工设计适用于 #2 炉热再堵阀及三通焊缝缺陷处理项目;本 次改造工程将原堵阀切除。 将其改为锻造式堵阀; 及三通联箱筒体焊 缝缺陷处理,为保证 #2 炉热再堵阀及三通焊缝缺陷处理项目安全文 明施工 , 特制定本安全措施。 二、堵阀更换危险点分析: 1、高处作业有坠落伤人的风险; 2、交叉作业有落物伤人的风险; 3、起吊作业有重物脱落伤人的风险; 4、焊接、切割作业有飞溅高温金属物至易燃物引起火灾的风险,使 用氧气乙炔有引起火灾的风险; 5、使用临时电源、现场照明漏电,造成人身触电的风险。 6、焊缝无损检测时有被辐射的风险。 三、堵阀更换安全措施 : 1、高处作业坠落伤人防范措施: 1.1 必须严格执行安规中有关高空作业的各项安全要求。高空作业必 3 须使用
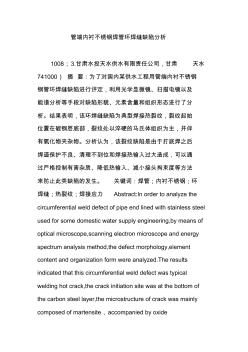
管端内衬不锈钢焊管环焊缝缺陷分析 1008;3.甘肃水投天水供水有限责任公司,甘肃 天水 741000) 摘 要:为了对国内某供水工程用管端内衬不锈钢 钢管环焊缝缺陷进行评定,利用光学显微镜、扫描电镜以及 能谱分析等手段对缺陷形貌、元素含量和组织形态进行了分 析。结果表明,该环焊缝缺陷为典型焊接热裂纹,裂纹起始 位置在碳钢层底部,裂纹处以淬硬的马氏体组织为主,并伴 有氧化物夹杂物。分析认为,该裂纹缺陷是由于打底焊之后 焊道保护不良、清理不到位和焊接热输入过大造成,可以通 过严格控制有害杂质、降低热输入、减小接头拘束度等方法 来防止此类缺陷的发生。 关键词:焊管;内衬不锈钢;环 焊缝;热裂纹;焊接应力 Abstract:In order to analyze the circumferential weld defect of pipe end lined with stainless s
热门知识
焊缝缺陷有哪些精华知识
焊缝缺陷有哪些-
话题: 工程造价liuting1983
最新知识
焊缝缺陷有哪些-
话题: 工程造价liujinsheng1
-
话题: 工程造价maojialdcr
-
话题: 工程造价hhy6662598
相关问答
焊缝缺陷有哪些-
话题: 工程造价sunsheng9999
-
话题: 建筑施工yuhuashi1988
焊缝缺陷有哪些相关专题
- 安装中焊缝问题
- 无缝钢管外壁有没有焊缝
- 钢管角焊缝计算厚度
- 焊缝铣平机
- 相贯线焊缝
- 焊缝标注虚线
- 埋弧焊焊缝成形系数
- 焊缝成形系数是指
- 焊缝成形系数与质量
- 侧面角焊缝的计算长度
- 可替代现有隔热保温材料的新型材料
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 张家港市旺达工业气体有限公司企业信用报告-天眼查
- 政府和社会资本合作(PPP)项目物有所值评价
- 有关建筑工程造价管理面临的问题与其处理手段
- 云南璟成工程项目管理有限公司-招投标数据分析报告
- 有色金属技术经济院与广亚铝业签署战略合作协议
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 一拖一水泵智能保护水位有线无线控制配电箱使用手册
- 有线电视网络企业全面预算管理体系的构建与完善
- 中国建筑第二工程局有限公司上海公司合格供应商名录
- 一心一意谋发展 中国重型汽车集团有限公司发展纪实
- 有软弱下卧层时确定天然地基上基础底面积的简便方法