




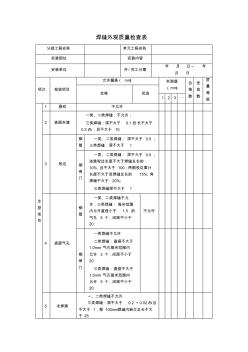
焊缝外观质量检查表 分部工程名称 单元工程名称 安装部位 安装内容 安装单位 开 / 完工日期 年 月 日~ 年 月 日 项次 检验项目 允许偏差( mm) 实测值 (mm) 合 格 数 优 良 数 质 量 等 级 合格 优良 1 2 3 ⋯ 主 控 项 目 1 裂纹 不允许 2 表面夹渣 一类、二类焊缝:不允许; 三类焊缝:深不大于 0.1 δ长不大于 0.3 δ,且不大于 10 3 咬边 钢 管 一类、二类焊缝: 深不大于 0.5; 三类焊缝:深不大于 1 钢 闸 门 一类、二类焊缝: 深不大于 0.5; 连续咬边长度不大于焊缝总长的 10%,且不大于 100;两侧咬边累计 长度不大于该焊缝总长的 15%;角 焊缝不大于 20%; 三类焊缝深不大于 1 4 表面气孔 钢 管 一类、二类焊缝不允 许,三类焊缝: 每米范围 内允许直径小于 1.5 的 气孔 5 个,间距不小于 20

贵阳南宇水工设备厂( ISO9001:2008)质量管理体系 压力钢管焊缝外观质量检查表 产品名称: 产品编号: 编号: NY—(技术质量部)— 40 序 号 项目 允许缺欠尺寸 检验记录 焊缝类别 焊缝类别 一 二 三 一 二 三 1 裂 纹 不允许 2 表面夹渣 不允许 深不大于 0.1δ,长不大 于 0.3δ,且不大于 10 3 咬 边 深不大于 0.5 深不大于 1 4 未 焊 满 不允许 不大于 0.2+0.02δ且不大 于 1,每 100 焊缝内缺陷 总长不大于 25 5 表面气孔 不允许 直径小于 1.5 的气孔每米 范围内充许 5个,间距不 小于 20 6 焊 瘤 不允许 — 7 飞 溅 不允许 — 8 焊缝余高 △h 手工焊 δ≤25 △h=0~2.5 25<δ<50 △h=0~3 δ >50 △h=0~4 — 自动焊 0~4 — 9 对接接头 焊缝宽度 手工焊
热门知识
焊缝内部质量检查表-
话题: 工程监理liuxin523821
精华知识
焊缝内部质量检查表-
话题: 给排水hcc4611235
-
话题: 工程造价wuxifxhb437
最新知识
焊缝内部质量检查表-
话题: 工程造价123456789jia
-
话题: 暖通空调guoxin1989
焊缝内部质量检查表相关专题
- 罐外焊缝有水能喷砂
- 水管网焊缝开裂有水怎么焊
- 合格焊缝
- 焊缝 咬边
- 焊缝夹杂
- 焊缝未熔合
- 全熔透焊缝符号
- 焊缝的标注
- 焊缝根部收缩
- 焊缝表示法
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 影响水利工程质量监督职能发挥的主要因素及对策分析
- 执行设备工程监理规范提升地铁设备监理服务质量
- 应用工程建设施工企业质量管理规范进行体系转换
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 影响工程项目管理中的质量因素与提高质量管理的对策
- 应用于建筑10kV进线的电能质量在线监测装置
- 异形柱框架及短肢墙抗震节点构造的施工质量保证措施
- 智能建筑电气安装中的质量控制
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 影响我国公路桥梁板式橡胶支座质量的因素及应对措施
- 引水隧洞TBM开挖施工质量控制及问题处理对策
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 中低压燃气管道工程质量控制及常见问题处理教学提纲