




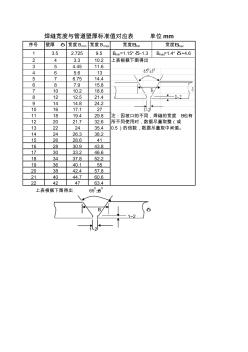
序号 壁厚 δ 宽度Bmin 宽度Bmax 宽度Bmin 宽度Bmax 1 3.5 2.725 9.5 Bmin=1.15* δ-1.3 Bmax=1.4* δ+4.6 2 4 3.3 10.2 3 5 4.45 11.6 4 6 5.6 13 5 7 6.75 14.4 6 8 7.9 15.8 7 10 10.2 18.6 8 12 12.5 21.4 9 14 14.8 24.2 10 16 17.1 27 11 18 19.4 29.8 12 20 21.7 32.6 13 22 24 35.4 14 24 26.3 38.2 15 26 28.6 41 16 28 30.9 43.8 17 30 33.2 46.6 18 34 37.8 52.2 19 36 40.1 55 20 38 42.4 57.8 21 40 44.7 60.6 22 42 47 63.4 650±50
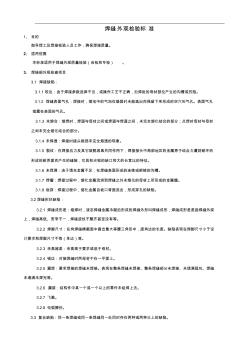
焊缝外观检验标 准 1、 目的 指导焊工及焊接检验人员工作,确保焊接质量。 2、 适用范围 本标准适用于焊缝外观质量检验(自检和专检) 。 3、 焊接部外观检查项目 3.1 焊接缺陷: 3.1.1 咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。 3.1.2 焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。表面气孔 指露在表面的气孔。 3.1.3 未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母材 之间未完全熔化结合的部分。 3.1.4 未焊透:焊接时接头根部未完全熔透的现象。 3.1.5 裂纹:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而 形成的新界面而产生的缝隙,它具有尖锐的缺口和大的长宽比的特征。 3.1.6 未焊满:由于填充金属不足,在焊缝表面形成的
热门知识
焊缝宽窄差标准-
话题: 工程造价AizenSousuke
精华知识
焊缝宽窄差标准-
话题: 工程造价maojialdcr
-
话题: 工程造价zhanghuanYW
-
话题: 工程造价woshijieqw
最新知识
焊缝宽窄差标准-
话题: 建筑施工yuhuashi1988
-
话题: 工程造价152****1014
焊缝宽窄差标准相关专题
- 金属焊缝用耐压密封胶
- 焊缝挂不住油漆怎么办
- 涂焊缝密封胶的工艺
- 幕墙钢架施工焊缝补漆
- 黄金焊缝
- 焊缝有几种
- 焊缝的表示
- 焊缝返修卡
- 焊缝机加工
- 焊缝问题
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 以成都宽窄巷子景观设计改造
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 中华人民共和国房屋建筑和市政工程标准施工招标文件
- 中国式驾驶室安全标准出台 或将导致卡车行业洗牌
- 在建筑钢结构工程中美国标准设计的高强构件替代
- 云南省人民政府关于加快工业园区标准厂房建设的意见