




焊接检验规程 RW/ZY-17.16 Page 1 of 4 1 总则 本规程适用于我公司采用手工电弧焊、钨极氩弧焊及熔化极气体保护焊、电阻焊工艺的各类钢 制结构的焊接检验。 2 人员 从事焊接检验的人员必须是经过相关培训并进行相关考试合格的人员 3 焊前检验 3.1 焊接前对各焊接零部件进行抽检,确认合格后方和进行焊接 3.2焊前检验包括确认构件材质、焊丝、焊条是否符合设计和工艺要求;焊缝部位应无氧化皮、 污、油漆、飞溅物、毛刺和影响焊接的镀层;坡口符合图纸和工艺要求,定位焊点应避开应力 集中区域且不应有烧穿、裂纹、未焊透点、气孔等缺陷。 4 焊接过程检验 4.1 焊接过程检验方式为首检加抽检,首检确认合格后方可进行后续生产。 4.2 焊接过程检验内容为焊接工艺规范、焊接顺序、焊缝装配尺寸、夹具夹紧情况、焊接设备 运行情况等应符合图纸、工艺、标准和相关技术文件的要求;焊接形 式和焊缝尺
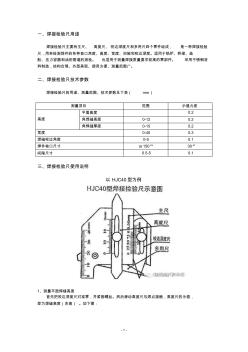
- 1 - 一、焊接检验尺用途 焊接检验尺主要有主尺、 高度尺、 咬边深度尺和多用尺四个零件组成, 是一种焊接检验 尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造 船、压力容器和油田管道的测检。 也适用于测量焊接质量要求较高的零部件。 采用不锈钢材 料制造,结构合理、外型美观、使用方便、测量范围广。 二、焊接检验尺技术参数 焊接检验尺的用途、测量范围、技术参数见下表( mm) 测量项目 范围 示值允差 高度 平面高度 0.2 角焊缝高度 0-12 0.2 角焊缝厚度 0-15 0.2 宽度 0-40 0.3 焊缝咬边角度 0-5 0.1 焊件坡口尺寸 ≤150° 30′ 间隙尺寸 0.5-5 0.1 三、焊接检验尺使用说明 以 HJC40型为例 1、测量平面焊缝高度 首先把咬边深度尺对准零,并紧固螺丝。然后滑动高度尺与焊点接触,高度尺的示值,
热门知识
焊缝检验标准精华知识
焊缝检验标准-
话题: 工程造价woshijieqw
-
话题: 装修工程dunniuchang
-
话题: 工程造价hongliu2010
最新知识
焊缝检验标准-
话题: 室内设计CHENLS2004
-
话题: 工程造价liuting1983
焊缝检验标准相关专题
- 靠近墙角的焊缝怎么焊接
- 立焊的焊缝标准
- 中,厚板焊缝坡口选择原则
- 桩加强箍焊缝如何计算
- 怎么算钢结构焊缝长度量
- 怎样的焊缝算是好的
- 支柱焊缝与环形焊缝的区别
- 直角焊缝应力计算
- 角焊缝要不要开坡口
- 角焊缝尺寸根据什么确定
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 在用工业管道定期检验规程.20030601doc
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 智能建筑综合布线系统安装分项检验批质量验收记录表