




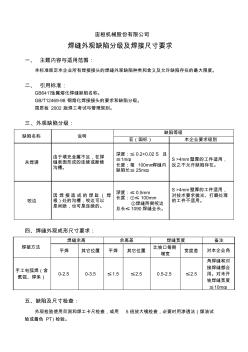
宙桓机械股份有限公司 焊缝外观缺陷分级及焊接尺寸要求 一、 主题内容与适用范围: 本标准规定本企业所有焊接接头的焊缝外观缺陷种类和含义及允许缺陷存在的最大限度。 二、 引用标准: GB6417金属熔化焊缝缺陷名称。 GB/T12469-98 钢熔化焊接接头的要求和缺陷分级。 国质检 2002 版焊工考试与管理规则。 三、外观缺陷分级: 缺陷名称 说明 缺陷等级 亚(国标) 本企业要求级别 未焊满 由于填充金属不足,在焊 缝表面形成的连续或断续 沟槽。 深度:≤ 0.2+0.02 S 且 ≤1mm。 长度:每 100mm焊缝内 缺陷长≤ 25mm。 S >4mm壁厚的工件适用, 反之不允许缺陷存在。 咬边 因 焊接造成的焊趾(焊 根)处的沟槽,咬边可以 是间断,也可是连续的。 深度:≤ 0.5mm 长度:①≤ 100mm ②焊缝两侧咬边 总长≤ 1090焊缝全长。 S >4mm壁厚的工
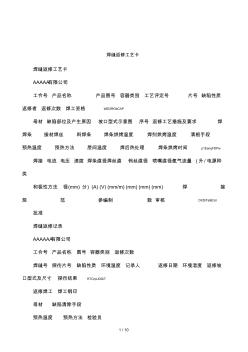
1 / 10 焊缝返修工艺卡 焊缝返修工艺卡 AAAAA有限公司 工令号 产品名称 产品图号 容器类别 工艺评定号 片号 缺陷性质 返修者 返修次数 焊工资格 b5E2RGbCAP 母材 缺陷部位及产生原因 坡口型式示意图 序号 返修工艺措施及要求 焊 焊条 接材焊丝 料焊条 焊条烘烤温度 焊剂烘烤温度 清根手段 预热温度 预热方法 层间温度 焊后热处理 焊条烘烤时间 p1EanqFDPw 焊接 电流 电压 速度 焊条直径焊丝直 钨丝直径 喷嘴直径氩气流量 (升 /电源种 类 和极性方法 径(mm) 分) (A) (V) (mm/m) (mm) (mm) (mm) 焊 接 规 范 参编制 数 审核 DXDiTa9E3d 批准 焊缝返修记录 AAAAAA有限公司 工令号 产品名称 图号 容器类别 返修次数 焊缝号 探伤片号 缺陷性质 环境温度 记录人 返修日期 环境湿度 返修坡
热门知识
焊缝工艺要求-
话题: 工程造价ksjmcompany
精华知识
焊缝工艺要求-
话题: 工程造价maojialdcr
-
话题: 工程造价zhanghuanYW
-
话题: 建筑施工yuhuashi1988
最新知识
焊缝工艺要求-
话题: 工程造价152****1014
-
话题: 工程造价zengkaiqiang
-
话题: 工程造价daiqiangyuan
焊缝工艺要求相关专题
- 金属焊缝用耐压密封胶
- 焊缝挂不住油漆怎么办
- 涂焊缝密封胶的工艺
- 幕墙钢架施工焊缝补漆
- 黄金焊缝
- 焊缝有几种
- 焊缝的表示
- 焊缝返修卡
- 焊缝机加工
- 焊缝问题
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 在32‰大坡道地段架设铁路T梁施工工艺及技术
- 异种钢焊接接头退火工艺
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 有抗震结构设计要求的建筑必须要使用HRBE钢筋吗
- 整理装饰装修施工工艺与质量通病与防治措施(全套)
- 中国水利报评论:理清全面深化水利改革的思路与要求