




1 / 10 焊缝返修工艺卡 焊缝返修工艺卡 AAAAA有限公司 工令号 产品名称 产品图号 容器类别 工艺评定号 片号 缺陷性质 返修者 返修次数 焊工资格 b5E2RGbCAP 母材 缺陷部位及产生原因 坡口型式示意图 序号 返修工艺措施及要求 焊 焊条 接材焊丝 料焊条 焊条烘烤温度 焊剂烘烤温度 清根手段 预热温度 预热方法 层间温度 焊后热处理 焊条烘烤时间 p1EanqFDPw 焊接 电流 电压 速度 焊条直径焊丝直 钨丝直径 喷嘴直径氩气流量 (升 /电源种 类 和极性方法 径(mm) 分) (A) (V) (mm/m) (mm) (mm) (mm) 焊 接 规 范 参编制 数 审核 DXDiTa9E3d 批准 焊缝返修记录 AAAAAA有限公司 工令号 产品名称 图号 容器类别 返修次数 焊缝号 探伤片号 缺陷性质 环境温度 记录人 返修日期 环境湿度 返修坡
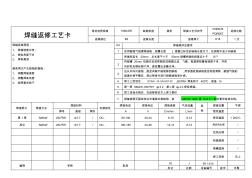
焊缝返修工艺卡 母材材质规格 16MnDR 缺陷类型 圆形 焊接工艺评定号 PQR076 PQR067 返修次数 返修部位 B3 返修长度 返修焊工 H18 1 次 焊缝返修原因: 1、 焊接速度过快; 2、 焊条角度不对 3、 焊条潮湿 避免再次产生缺陷的措施: 1、 调整焊接速度 2、 调整焊条角度 3、 按照要求烘干 序号 焊接程序及要求 1 采用碳弧气刨清除缺陷,刨槽长度 L 根据已标定的缺陷长度尺寸,在刨除中至少向缺陷 两端各延长 20mm,总长度不小于 50mm.刨槽两端的斜度应小于 15° 2 将刨槽 20mm 范围内及其两侧的范围氧化皮、飞溅、粘渣等附着物清理干净,并用 风砂轮及钢丝刷干净,直至露出金属光泽。 3. 应从外向内部刨,直至肉眼不能观察到缺陷 ,用渗透检测缺陷是否彻底清除,碳弧气刨的 熔渣补焊平整后,再从筒身外进行刨除缺陷和补焊。 4. 焊工上岗项目:
热门知识
焊缝返修在试压后-
话题: 工程造价li895853651
-
话题: 工程造价maojialdcr
精华知识
焊缝返修在试压后-
话题: 建筑施工yuhuashi1988
-
话题: 工程造价152****1014
最新知识
焊缝返修在试压后-
话题: 工程造价zengkaiqiang
-
话题: 工程造价daiqiangyuan
-
话题: 工程造价zhuyanlong1
焊缝返修在试压后相关专题
- 靠近墙角的焊缝怎么焊接
- 立焊的焊缝标准
- 中,厚板焊缝坡口选择原则
- 桩加强箍焊缝如何计算
- 怎么算钢结构焊缝长度量
- 怎样的焊缝算是好的
- 支柱焊缝与环形焊缝的区别
- 直角焊缝应力计算
- 角焊缝要不要开坡口
- 角焊缝尺寸根据什么确定
- 分形DGS单元结构设计及其在微带电路中的应用
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 中国大唐集团公司集控值班员考核试题库锅炉运行
- 基于超磁致伸缩效应的新型液压高速开关阀
- 地面蓄水试验记录
- 原材料(设备)合格证、试验报告汇总表碎石
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 乍嘉苏高速公路改性沥青SMA—13面层试验段施工
- 在2017年全省水利宣传工作会议上的讲话(节选)
- 在8度地震区建造低层纯钢框架结构住宅的可行性分析
- 乙烯基树脂混凝土电解槽的性能及在湿法冶金中的应用
- 在书香中沉睡——“川大河畔”高尚住宅小区景观设计