




起重机的焊缝探伤 焊接检测 1. 对焊缝的要求: 根据原水电部 SD160—85《水利电力建设用起重机技术条件》和 GB6067—85 《起重机械 安全规程》要求如下: 1.1 所有的焊缝不得有漏焊及烧穿现象。 1.2 重要的焊缝不得有裂纹、 未溶合等缺陷。焊缝必须符合 GB985—88《气焊、 手工电 弧焊及气体保护焊焊缝坡口的基本形式与尺寸》和 GB986—88《埋弧焊焊缝坡 口的基本形式 和尺寸》的规定。 1.3 钢结构的焊缝质量检验分为 3级,各级检验项目、 数量和方法参照表 7.1、 表 7.2、 及表 7.3。 1.4 凡重要承载构件的对接焊缝采用表 7.1 中的 1级标准进行检验。 2. 焊缝的分类 (对应表 7.1 的 1、2、3) 2.1 一类焊缝 a. 各承载结构的板材、型材、管材的工厂对接焊缝; b. 主臂、副臂、主撑臂、副撑臂各弦杆与其连接件、铸钢管的对接焊缝;
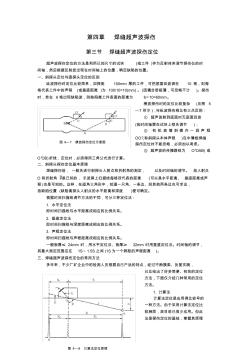
第四章 焊缝超声波探伤 第三节 焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块 (或工件 )作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测 100mm 厚的工件,可把底面回波调在 10 格,则每 格代表工件中的声程 (或垂直距离 )为 100/10=10(mm) 。 (因耦合层极薄,可忽略不计 )。探伤 时,若在 6格出现缺陷波,则缺陷离工件表面的距离为 6×10=60mm。 横波探伤时的定位比较复杂 (见图 5 –7 所示 ),与纵波探伤相比有三点区别: ① 超声波射到底面时无底面回波 (故时间轴需在试块上预先调节 ); ② 有 机 玻 璃 斜 楔 内 一 段 声 程 OO (称斜探头本体声程 )在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③ 超声波的传播路线为
热门知识
焊缝磁性探伤-
话题: 工程造价byzhuzhigang
-
话题: 工程造价zhang888886
-
话题: 工程造价1037015654
精华知识
焊缝磁性探伤-
话题: 工程造价piouslomno
最新知识
焊缝磁性探伤-
话题: 工程造价liuyifan2006
-
话题: 工程造价myllfcl1314
-
话题: 工程造价tonglingyt
焊缝磁性探伤相关专题
- 安装中焊缝问题
- 无缝钢管外壁有没有焊缝
- 钢管角焊缝计算厚度
- 焊缝铣平机
- 相贯线焊缝
- 焊缝标注虚线
- 埋弧焊焊缝成形系数
- 焊缝成形系数是指
- 焊缝成形系数与质量
- 侧面角焊缝的计算长度
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 中国机械工业标准汇编金属无损检测与探伤
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 基于X射线无损探伤设备对耐张线夹液压施工工艺
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 国家体育馆钢结构现场焊缝一次合格率
- 厚壁铸造奥氏体不锈钢管道焊缝超声相控阵检测技术概述
- 伦茨交流伺服控制器在直缝埋弧钢管超声波探伤上应用
- 钢无缝化ERW焊管生产中产生焊缝横向开裂的原因分析
- 中华人民共和国国家标准焊缝符号表示方法
- Super-MIG复合技术在高强钢角焊缝焊接领域的应用
- PE管道对接焊缝的X射线检测安庆特种设备监督检验中心
- 不平衡因子对药芯焊丝CO2气体保护焊焊缝金属韧度的影响
- 钢结构工程焊缝外观质量检查记录
- 16Mn钢混合气体保护焊时焊缝金属中气体含量变化的规律
- 钢焊缝手工超声波探伤方法