




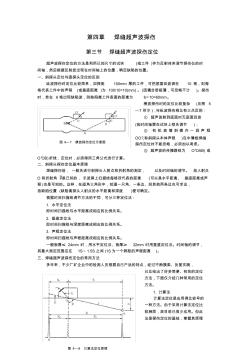
第四章 焊缝超声波探伤 第三节 焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块 (或工件 )作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测 100mm 厚的工件,可把底面回波调在 10 格,则每 格代表工件中的声程 (或垂直距离 )为 100/10=10(mm) 。 (因耦合层极薄,可忽略不计 )。探伤 时,若在 6格出现缺陷波,则缺陷离工件表面的距离为 6×10=60mm。 横波探伤时的定位比较复杂 (见图 5 –7 所示 ),与纵波探伤相比有三点区别: ① 超声波射到底面时无底面回波 (故时间轴需在试块上预先调节 ); ② 有 机 玻 璃 斜 楔 内 一 段 声 程 OO (称斜探头本体声程 )在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③ 超声波的传播路线为

◆武汉中科创新技术股份有限公司 ◆ 1 HS620数字式超声波探伤仪简介 ◆武汉中科创新技术有限公司 ◆2 目 录 一、 HS620数字式超声波探伤仪简介 .......................................... 4 1.1 本机特点 ........................................................................................................................ 4 1. 2 主要技术参数 ............................................................................................................... 4 1.3 仪器主要部件名称 .
热门知识
焊缝超声波探伤仪-
话题: 地产家居maweiwei3333
-
话题: 地产家居gqj3654991
精华知识
焊缝超声波探伤仪最新知识
焊缝超声波探伤仪-
话题: 地产家居nihaoboshi
焊缝超声波探伤仪相关专题
- 靠近墙角的焊缝怎么焊接
- 立焊的焊缝标准
- 中,厚板焊缝坡口选择原则
- 桩加强箍焊缝如何计算
- 怎么算钢结构焊缝长度量
- 怎样的焊缝算是好的
- 支柱焊缝与环形焊缝的区别
- 直角焊缝应力计算
- 角焊缝要不要开坡口
- 角焊缝尺寸根据什么确定
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 国家体育馆钢结构现场焊缝一次合格率
- 厚壁铸造奥氏体不锈钢管道焊缝超声相控阵检测技术概述
- 钢无缝化ERW焊管生产中产生焊缝横向开裂的原因分析
- 中华人民共和国国家标准焊缝符号表示方法
- Super-MIG复合技术在高强钢角焊缝焊接领域的应用
- PE管道对接焊缝的X射线检测安庆特种设备监督检验中心
- 不平衡因子对药芯焊丝CO2气体保护焊焊缝金属韧度的影响
- 钢结构工程焊缝外观质量检查记录
- 16Mn钢混合气体保护焊时焊缝金属中气体含量变化的规律
- 钢焊缝手工超声波探伤方法
- 天然气公司燃气工程PE管焊接焊缝位置标示图及施工记录
- 大厚度焊接接头厚度部位焊缝纵向力学性能差异性试验
- 场强法的平板法兰角焊缝接头的疲劳寿命估算方法