





介绍了半柔同轴电缆的整体镀锡工艺流程及过程控制,重点分析了影响整体镀锡效果的具体原因,如编织线(镀锡铜线)的质量、电缆的编织工艺、锡的质量、助焊剂的质量和模具的质量等。通过对原材料、工艺流程以及各生产环节的严格控制,才能生产出镀层均匀,表面光亮,无针孔、黑斑,镀锡层与编织层结合紧密,耐弯曲性能良好且产品质量及单线长度均有保证的半柔同轴电缆。
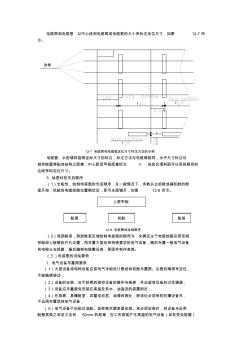
电缆筒和电缆框:以中心线和电缆筒或电缆框的大小来标注定位尺寸,如图 12-7 所 示。 肋骨 12-7 电缆筒和电缆框定位尺寸标注方法的示例 电缆管、水密填料函等坐标尺寸的标注:标注方法与电缆筒相同,水平尺寸标注与 相邻舱壁等船体结构之距离,中心距顶甲板距离标注 h ,但组合填料函可以用其相邻的 边线来标定位尺寸。 5. 绘图时的先后顺序 (1)全船性,绘制电装图的先后顺序,在一般情况下,多数从主机舱或辅机舱的舱 室开始,机舱的电缆线路位置确定后,即可全面铺开,如图 12-8 所示。 12-8 电装图的绘制顺序 (2)局部舱室,局部舱室区域绘制电装图的顺序为:先确定主干电缆线路及穿至相 邻舱段上舱壁的开孔位置,再布置大型及有特殊要求的电气设备,随后布置一般电气设备 和电缆分支线路;最后编制电缆敷设表,紧固件制作表等。 (三)电装图的设绘要领 1. 电气设备布置得要领 (1)大型设备或特种设
热门知识
和柔电缆-
话题: 室内设计zhaoyinwohe
-
话题: 装修工程linhuanglin
精华知识
和柔电缆-
话题: 装修工程hwp6964858
-
话题: 室内设计whjydjjcgs
最新知识
和柔电缆-
话题: 工程造价yuedabwg8592

和柔电缆相关专题
- 无醛乙醇和无水乙醇的区别
- 空气能的主机和水箱怎么配
- 拦水坝和滚水坝的区别
- 离心泵和污水泵的区别
- 离心水泵和自吸泵哪个好
- 离心水泵压力和流量关系
- 立邦和晨阳水漆哪个贵
- 立升净水器和志高那个好
- 利欧水泵和南方水泵哪个好
- 流槽和跌水的区别
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 支持并行工程和智能CAPP的制造资源建模技术
- 云计算对企业信息化系统建设和运营的影响分析和改进
- 政府和社会资本合作(PPP)项目物有所值评价
- 新的基于NGA/PCA和SVM的特征提取方法
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 异形人工挖孔桩和预应力土层锚杆组合在基坑中的应用
- 政府投资建设项目在财务管理上面临的风险和应对措施
- 指路标志(里程碑和百米碑)施工记录表
- 在城乡统筹就业和劳动社会保障试点工作会议上的讲话
- 基于CMOS工艺的二维风速传感器的设计和测试
- 制药用水系统使用点取样阀门的应用设计和选型论文
- 中华人民共和国大气污染防治法实施细则中英对照资料
- 云南4X600MW新建工程电气、热工电缆桥架合同
- 依托实验教学示范中心培养工程实践能力的探索和实践
- 应用CAO型消烟节能燃煤装置改造锻造和退火加热炉