
更新时间:2024.11.16




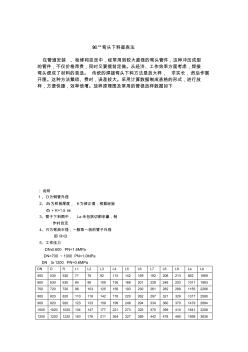
90°弯头下料查表法 在管道安装 、检修和技改中,经常用到较大直径的弯头管件,这种冲压成型 的管件,不仅价格昂贵,同时又要提前定做。从经济、工作效率方面考虑,焊接 弯头便成了材料的首选。 传统的焊接弯头下料方法是放大样, 求实长,然后作展 开图。这种方法繁琐、费时,误差较大。采用计算数据制成表格的形式,进行放 样,方便快捷,效率倍增。放样原理图及常用的管径放样数据如下 :说明 1、D为钢管外径 2、δ为样板厚度, K为修正值,根据经验 δ+K=1.5 ㎜ 3、管子下料图中, La未包括切割余量,制 作时自定 4、R为弯曲半径,一般取一倍的管子外径 即 R=D 5、工作压力 DN≤600 PN=1.6MPa DN=700 ~1000 PN=1.0MPa DN ≥1200 PN=0.6MPa DN D R L1 L2 L3 L4 L5 L6 L7 L8 L9
热门知识
HDPE塑料检查井(污水)-90°弯头-
话题: 造价软件garnettwch
精华知识
HDPE塑料检查井(污水)-90°弯头-
话题: 工程造价jc_songlin
-
话题: 工程造价rexchang0629
最新知识
HDPE塑料检查井(污水)-90°弯头-
话题: 项目管理yx12032942
-
话题: 工程造价jiangxiaoxi
专题概述
HDPE塑料检查井(污水)-90°弯头知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关HDPE塑料检查井(污水)-90°弯头最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:HDPE塑料检查井(污水)-90°弯头
相关话题
资料下载
相关资讯
HDPE塑料检查井(污水)-90°弯头相关专题
- 新飞冷柜2167hd售价多少
- ATV28HD12N4变频器多少钱
- hd62柴油打桩机
- hd50柴油打桩机
- hd单机布袋除尘器
- hd11单一配电箱
- 蹲便hd高水箱
- hd自粘性标签a4
- hd13bx旋转式刀开关
- hd型铝瓦楞复合板
- 新型防腐管材钢骨架塑料(HDPE)复合管
- 振动场中HDPE/UHMWPE及其吹塑薄膜的性能
- 影响HDPE膜与砂土接触面摩擦特性因素的斜板试验研究
- HDPE、MWCNT复合材料薄膜热导率的激光脉冲法研究
- HDPE膜中抗氧化剂于不同浓度乙醇中的迁移研究
- HDPE双壁波纹管材料
- HDPE双壁波纹管专项方案
- HDPE管补充协议
- HDPE防渗膜施工方案
- HDPE缠绕增强管、高密度聚乙烯HDPE缠绕增强管厂家
- 内衬管防腐和修复管道施工工艺HT-PO、HDPE讲义
- LDPE高低密度聚乙烯与HDPE高密度聚乙烯的性能差别
- HDPE防渗膜施工工艺
- 大型中空吹塑用HDPE、HD5420GA的结构和性能
- ANSYS的塑料检查井肋板设计高度的力学分析
- 埋地聚乙烯(HDPE)排水管道技术规定培训讲义
- 室内HDPE排水管道卡箍连接施工工艺设计
- HDPE塑料检查井(污水)-三通
- HDPE塑料检查井(污水)-四通
- HDPE塑料检查井(污水)-直通
- HDPE塑料检查井(雨水)-45°弯头
- HDPE塑料检查井(雨水)-90°弯头
- HDPE塑料检查井(雨水)-三通
- HDPE塑料检查井(雨水)-四通
- HDPE塑料检查井(雨水)-直通
- HDPE塑料检查井井筒
- HDPE塑料检查井滚塑增强型直通式井座
- hdpe塑料检查井的环刚度一般有多高?
- HDPE塑料检查井直通式井座
- HDPE塑料管
- hdpe塑料阀门井
- hdpe塑料雨水管
- HDPE塑钢增强复合缠绕管
- HDPE塑钢增强缠绕管
- hdpe塑钢复合管
- hdpe塑钢复合给水管
- hdpe塑钢给水管
- HDPE塑钢缠绕
- HDPE塑钢缠绕SN8
- HDPE塑钢缠绕排水管
- HDPE塑钢缠绕排水管材
- HDPE塑钢缠绕管
- hdpe塑钢缠绕管价格
- hdpe塑钢缠绕管卡箍
- hdpe塑钢缠绕管厂家
- hdpe塑钢缠绕管壁厚
- hdpe塑钢缠绕管定尺