





基 础 资 料 ( 焊 材 ) 说明: 制定焊接材料消耗工艺定额标准所采用的系数为: 手工焊: G 填(填充金属重量 )= G 条 /0.5 (焊条重量 ); 埋弧自动焊: G 丝(焊丝重量 )=1.1 G 填 G 剂=1.3 G 填; 电渣焊: G 丝=1.05 G 填; 气焊: G 丝=1.05 G 填 (焊铝时: G 丝=1.3 G 填) 氩弧焊: G 丝=1.1 G 填; G 条 = 1.9 G 丝 (G 丝为自动焊、电渣焊、气焊及氩弧焊焊丝定 额) 管子对接焊缝 第 1 页 坡口形式与焊缝 注: 1、表中焊丝为全气焊、全手工氩弧焊定额, 2、表中焊条为手工电焊定额, 3、当采用手工氩弧焊打底,手工电弧焊盖面时,表中焊条应 乘以0.8。另外氩弧焊打底.焊丝按6Kg/100个头计算。 管壁厚度 ( mm ) 焊缝截面积 ( mm2 ) 焊接材料消耗工艺定额Kg / m
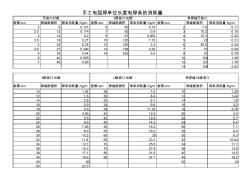
板厚mm 焊缝断面积 焊条消耗量 Kg/m 板厚mm 焊缝断面积 焊条消耗量 Kg/m 板厚mm 焊缝断面积 焊条消耗量 Kg/m 2 9 0.131 6 60 0.74 2 7.6 0.11 2.5 12 0.174 7 63 0.9 3 10.2 0.15 3 14 0.2 8 67 0.962 4 15.3 0.22 3.5 19 0.27 10 120 1.72 5 22 0.31 4 24 0.35 12 160 2.3 6 30.6 0.44 4.5 27 0.384 14 198 2.82 7 41 0.59 5 30 0.44 16 252 3.6 8 51 0.78 6 40 0.585 10 104 1.49 7 46 0.65 12 121 1.76 14 159 2.03 板厚mm 焊缝断面积 焊条消耗量 Kg/m 板厚mm 焊缝断面积 焊条消耗量 Kg/m 板厚m
热门知识
焊材消耗量计算-
话题: 工程造价158****5517
精华知识
焊材消耗量计算-
话题: 工程造价sunsun1988
最新知识
焊材消耗量计算-
话题: 工程造价c346985240
-
话题: 工程造价aliudonghui
-
话题: 工程造价lqdhuoxing
相关问答
焊材消耗量计算-
话题: 计价依据he zongkan
-
话题: 造价软件hanyuan123
焊材消耗量计算相关专题
- 开个防水卷材厂生意好
- 沥青防水卷材如何使用
- 沥青防水卷材燃点是多少
- 良精牌防水石材粘合剂
- 助焊剂与洗板水的成份区别
- 自来水供水有几种管材
- 自粘防水卷材优点都有哪些
- 自粘防水卷材P类什么意思
- 自粘防水卷材的优缺点
- 自粘防水卷材如何用
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中玻新材拟建10条800万m~2Low-E玻璃线
- 中国建材工程亮相SNEC光伏大会暨(上海)展览会
- 中国建材工程建设协会
- 无机材料工艺学课程改革探索
- 无收缩预应力混凝土高性能灌浆材料与应用
- 园林绿化及仿古建筑工程计价宣贯辅导材料
- 枣庄新中兴实业有限责任公司拟兴建木材综合利用项目
- 中国节能建材市场专项调查及十三五发展趋势预测报告
- 再生丁基橡胶-丁基橡胶防水卷材压敏胶的制备及性能
- 中国绿色建材产业发展联盟绿色板材与工程专委会
- 建筑防水材料及工程技术研讨会
- 中国大理石石材市场发展及投资前景报告
- 单面涂铝PVC塑料吊顶材料燃烧性能的实验