





何谓热板焊接 由热板产生的热量软化接合表面的加压焊接方法。 因装置简便、焊接强度高,自古以来就被用于大型产品的焊接。 热板焊接的特征 ☆优点 焊接强度、效率高 (在各焊接法中最佳 ) 可进行气密接合,可靠性好 制品、焊接部的形状设计相对来说比较容易 ★缺点 由热板产生的热量使制品软化,周期较长。 粘贴在热板上的树脂会出现拉丝现象 (必须有相应的 塑料粘贴对策 ) 当不同种类的树脂或金属与树脂相接合时,会出现强度不足。 焊接工艺 装置是由 热板与加压机构 等所构成。 第一阶段 :让制品接触热板,以融化黏接部 第二阶段 :保持融化面的接触,以冷却凝固。 黏接部分的接合形状例 焊接部为平坦状 飞边露出深度形状 隐藏飞边形状 焊接条件 温度设定 基本上大于树脂熔点 低温时 o 焊接周期长 o 焊接强度低 高温时 o 注意材料老化 以 Duracon 为例,最佳温度为 260℃左右 热板的制品加
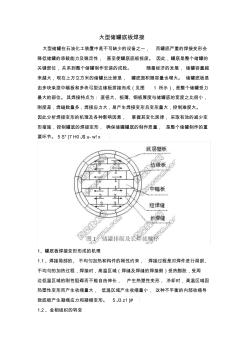
大型储罐底板焊接 大型储罐在石油化工装置中是不可缺少的设备之一, 而罐底严重的焊接变形会 降低储罐的承载能力及稳定性, 甚至使罐底底板报废。 因此,罐底是整个储罐的 关键部位,关系到整个储罐制作安装的成败。 随着经济的发展, 储罐容量越 来越大,现在上万立方米的储罐比比皆是, 罐底面积随容量也增大。 储罐底板是 由多块条型中幅板和多块弓型边缘板拼接而成(见图 1 所示),是整个储罐受力 最大的部位。其焊接特点为:直径大、板薄、钢板厚度与储罐底的宽度之比很小, 刚度差,焊缝数量多,焊接应力大,易产生焊接变形且变形量大,控制难度大。 因此分析焊接变形的机理及各种影响因素, 掌握其变化规律, 采取有效的减少变 形措施,控制罐底的焊接变形, 确保储罐罐底的制作质量, 是整个储罐制作的重 要环节。 5 S* {7 H0 J$ u- w! x 1、罐底板焊接变形形成的机理 1.1、焊接局部的、 不均匀
热门知识
焊接盲板-
话题: 工程造价bjzhang007
精华知识
焊接盲板-
话题: 地产家居shaqiandao
-
话题: 工程造价clumsybird09
-
话题: 工程造价chunchun8989
最新知识
焊接盲板-
话题: 结构设计zhengpei88
-
话题: 工程造价fengluyao86
焊接盲板相关专题
- 靠近墙角的焊缝怎么焊接
- 框架梁里面的钢筋焊接套项
- 框架柱焊接接头怎么算
- 两个槽钢焊接怎么焊接
- 两个弯头可以直接焊接吗
- 种焊焊接螺母用在什么地方
- 柱钢筋焊接长度是多少
- 柱主筋与圈梁焊接
- 柱主筋与圈梁焊接问题
- 柱子钢筋有双面焊接
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)