




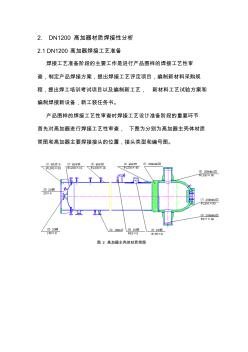
2. DN1200 高加器材质焊接性分析 2.1 DN1200 高加器焊接工艺准备 焊接工艺准备阶段的主要工作是进行产品图样的焊接工艺性审 查,制定产品焊接方案,提出焊接工艺评定项目,编制新材料采购规 程,提出焊工培训考试项目以及编制新工艺, 新材料工艺试验方案和 编制焊接新设备,新工装任务书。 产品图样的焊接工艺性审查时焊接工艺设计准备阶段的重要环节 首先对高加器进行焊接工艺性审查, 下图为分别为高加器主壳体材质 简图和高加器主要焊接接头的位置,接头类型和编号图。 图 2 高加器主壳体材质简图 图 3高加器主要焊接接头的位置,接头类型和编号图 2.2 DN1200 高加器焊接性 本产 品主要承载,承压焊缝所采用的材质为 Q345R 和 20MnMoⅢ。Q345R 和 20MnMoⅢ钢的化学成分见表 3,力学性能见 表 4。 表 3 Q345R 和 20MnMo Ⅲ化学成分 钢 种 技术标

本文所述为菏泽发电厂300 MW机组的2#,3#高压加热器在大修时,解体发现水室内的检修隔板结合面冲蚀严重,正常的检修工艺无法修复,严重影响机组安全经济运行,咨询生产厂家技术人员也没有好的检修方案。担任高压加热器检修组的所有成员集思广
热门知识
焊接加热器-
话题: 地产家居sunzhen8685
-
话题: 工程造价xiulin_2008
精华知识
焊接加热器-
话题: 地产家居jishuaideflp
最新知识
焊接加热器-
话题: 地产家居rinehart2008
焊接加热器相关专题
- 靠近墙角的焊缝怎么焊接
- 框架梁里面的钢筋焊接套项
- 框架柱焊接接头怎么算
- 两个槽钢焊接怎么焊接
- 两个弯头可以直接焊接吗
- 种焊焊接螺母用在什么地方
- 柱钢筋焊接长度是多少
- 柱主筋与圈梁焊接
- 柱主筋与圈梁焊接问题
- 柱子钢筋有双面焊接
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 国内首台倒置立式1060MW核电机组高压加热器设计
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 基于FLUENT软件矿井空气加热器管束流场对比分析
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 基于BP神经网络5A06铝合金电子束焊接熔深预测
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定