




结构钢焊条焊接电参数分析——采用德国汉诺威大学发明的焊接质量分析系统,对结构钢E4303和E5015型焊条在焊接过程中的电参数进行随机检测,对电弧电压、焊接电流波形和短路时间、燃弧时间、过渡周期等参数的概率分布进行了分析研究,精确地确定了最大值、平均值...
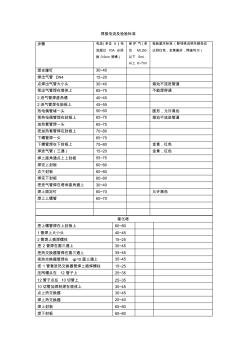
焊接电流及检验标准 催化塔 把上螺管焊在上封板上 60~80 1管焊上大小头 40~45 2管焊上插焊螺柱 15~25 把 2 管焊在圆三通上 30~45 把热交换器管焊在圆三通上 35~45 把热交换器管焊在 φ10圆三通上 35~45 把 1 管套进热交换器管焊上插焊螺柱 15~25 压网帽点在 12 管子上 25~35 12管子点在 10切管上 25~35 10切管加焊料焊在塔体上 30~45 点上热交换器 30~45 焊上热交换器 20~40 焊上封板 60~80 焊下封板 60~80 步骤 电流(单位 A)(电 流超过 70A 必须 换 0.9cm 喷嘴) 保 护 气 (单 位 ML)50 以下 5ml, 以上 6~7ml 检验基本标准(除特殊说明外颜色应 达到红色,金黄最好,焊缝均匀) 焊支撑钉 30~40 焊出气管 DN4 15~20 点焊出
热门知识
焊接电压-
话题: 室内设计jackhu659505
精华知识
焊接电压-
话题: 计价依据gaoxuehui311
最新知识
焊接电压-
话题: 工程造价304717704zy
焊接电压相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 用交流电压进行高压XLPE绝缘电缆线路的现场试验
- GIS配套用三相共箱电压互感器小型化设计改进
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 中电华星推出电力仪表专用超宽输入电压范围开关电源
- 采用无源钳位电路的新型零电压零电流开关变换器
- 工厂供配电110kV及以下电压等级变电系统节能
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势