




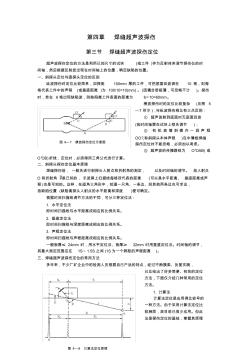
第四章 焊缝超声波探伤 第三节 焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块 (或工件 )作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测 100mm 厚的工件,可把底面回波调在 10 格,则每 格代表工件中的声程 (或垂直距离 )为 100/10=10(mm) 。 (因耦合层极薄,可忽略不计 )。探伤 时,若在 6格出现缺陷波,则缺陷离工件表面的距离为 6×10=60mm。 横波探伤时的定位比较复杂 (见图 5 –7 所示 ),与纵波探伤相比有三点区别: ① 超声波射到底面时无底面回波 (故时间轴需在试块上预先调节 ); ② 有 机 玻 璃 斜 楔 内 一 段 声 程 OO (称斜探头本体声程 )在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③ 超声波的传播路线为
钢管螺旋埋弧熔化焊缝超声波探伤中缺陷的定位分析 作者: 强会明 作者单位: 宝鸡石油钢管有限责任公司 陕西 宝鸡 721008 相似文献(3条) 1.会议论文 李丽红 S355JR焊接裂纹的原因探讨 2002 本文介绍了采用埋弧自动焊焊接大管径筒体时产生裂纹的情况,并针对裂纹的特征,探讨了产生裂纹的原因,给出了防止裂纹的措施. 2.期刊论文 颜飞 埋弧自动焊在P5管线焊接中的应用 -建筑机械 2001,""(10) P5 无缝钢管是美国材料与试验学会标准ASTMA335中的材料,相当于我国的1Gr5Mo耐热钢无缝钢管.在华南某地的催化重整装置中选用了大量规格为φ480×19和φ530×21的P5无 缝钢管,焊接难度和工作量很大.为提高焊接一次合格率和劳动生产率,减轻劳动强度,加快工程进度,我们选用了手工钨极氩弧焊和手工电弧焊焊接第一和第二层,其余全部使用埋弧 自
热门知识
焊缝定位-
话题: 工程造价WANGCONG1818
-
话题: 工程造价shurrikers
-
话题: 工程造价yjwyuanzheng
-
话题: 建筑施工yuhuashi1988
精华知识
焊缝定位-
话题: 工程造价152****1014
-
话题: 工程造价zengkaiqiang
-
话题: 工程造价daiqiangyuan
最新知识
焊缝定位-
话题: 工程造价zhuyanlong1
-
话题: 工程造价dahuang526
焊缝定位相关专题
- 靠近墙角的焊缝怎么焊接
- 立焊的焊缝标准
- 中,厚板焊缝坡口选择原则
- 桩加强箍焊缝如何计算
- 怎么算钢结构焊缝长度量
- 怎样的焊缝算是好的
- 支柱焊缝与环形焊缝的区别
- 直角焊缝应力计算
- 角焊缝要不要开坡口
- 角焊缝尺寸根据什么确定
- 中国碳工钢产业深度调研及未来五年发展定位分析报告
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 振荡波测试系统在电缆局放测试定位中的典型案例分析
- 中国内地房地产投资信托基金的定位、模式及基本框架
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 工程定位测量复记录表
- 关于电网工程总承包项目施工角色定位及标准化管理
- 工程机械诊断技术讲座相关关系与故障定位
- 基于LabVIEW和小波分析电力电缆故障定位方法
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 国家体育馆钢结构现场焊缝一次合格率
- 厚壁铸造奥氏体不锈钢管道焊缝超声相控阵检测技术概述
- 建筑工程施工定位放线原则培训讲义PPT
- 埋地钢质管道阴极保护系统附属设施定位检测方法实践
- 基于执业能力定位成人高等教育工程造价专业人才培养
- 基于项目化高职房地产估价实务课程教学目标定位