




1 맣훝듳뗀놱뿬뷝뮯릤돌 냋ퟹ죋탐쳬쟅 룖뷡릹죋탐쳬쟅 몸뷓릤틕움뚨놨룦 뇠훆죋ꎺ 쇵킡뺩ꎨ몸뷓릤돌쪦ꎩ 짳뫋죋ꎺ ퟞ붨욽ꎨ벼쫵뢺퓰죋ꎩ 엺ힼ죋ꎺ 풬뇸 ꎨ쿮쒿뢺퓰죋ꎩ 짮ﯚ퇅훂룖뷡릹릤돌폐쿞릫쮾 2019쓪9 퓂 2 1ꆢ릤돌룅쫶 돌쏻돆ꎺ맣훝듳뗀뿬뷝뮯쾵춳룄퓬뛾웚ꆪ죋탐맽뷖짨쪩 ( 쇖뿆쯹ꆢ쓏뫾냫즽ꆢ퓆뺰슷ꆢ튻 욷뫾즽ꆢ퓆뾭ꆢ뺩쾪슷ꆢ쮹컄뺮ꆢ쪥뗘맣뎡뗈 8 ퟹ죋탐쳬쟅ꎬ벰 1 4룶붻닦뿚헻훎¸ 릤돌맦쒣ꎺ놾릤돌뗄쪩릤랶캧캪탂붨쳬쟅8 ퟹꎨ떥뿧캪 34쏗ꆫ 48쏗ꎩꎬÃ ퟹ쳬쟅캪ꎺ쪥 뗘맣뎡ꆢ뺩쾪슷ꆢ퓆뺰슷ꆢ퓆뾭ꆢ쮹컄뺮ꆢ튻욷뫾즽ꆢ쓏뫾냫즽ꆢ쇖뿆쯹뗈쳬쟅ꆣ ퟛ뫏맣훝듳뗀놱탂붨죋탐쳬쟅뗄쟅탍늼훃ꎬ 훷쟅럖캪룖쿤솺뫍룖볜솽훖ꎬ웤훐쪥뗘맣뎡ꆢ뺩 쾪뿧맣훝듳뗀훷쟅ꆢ퓆뺰ꆢ튻욷뫾즽ꆢ쓏뫾냫즽뗈5 ퟹ쳬쟅캪룖볜뷡릹ꆣ뺩쾪ꎨ뿧뺩쾪슷벰 솬뷓뛎ꎩꆢ퓆뾭ꆢ쮹컄뺮ꆢ쇖뿆쯹뗈 4 ퟹ쳬쟅캪룖쿤솺뷡릹
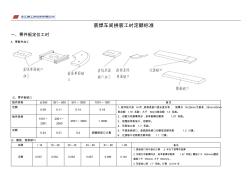
装焊车间拼装工时定额标准 一、零件板定位工时 1、零配件加工 ①、零件板破口 板件规格 ≤300 301~500 501~1000 1001~1501 备注 定额 0.09 0.11 0.14 0.18 1、板件剖口按 H/件,规格是剖口面长度总和, 板厚以 16-28mm为基准,28mm-60mm 取定额 1.18 系数;大于 60mm取定额 1.3 系数。 2、切割为双割嘴同步,若单割嘴切割乘 1.67 系数。 3、若腹扳单侧坡口,定额同。 4、双面坡口乘 1.7 系数。 5、平面曲线破口、曲面直线破口切割取定额系数 1.2 计算。 6、过渡破口切割取定额系数 1.1 计算。 板件规格 1501~ 2001 2001~ 2500 2501~3000 >3000 定额 0.24 0.31 0.4 按腹板剖口计算 ②、腹板、面板破口 板厚 <16 16~28 30~45 45~60
热门知识
焊缝定额-
话题: 工程造价happyshuai52
-
话题: 工程造价maojialdcr
-
话题: 工程造价zhaoguoairui
-
话题: 工程造价WANGCONG1818
精华知识
焊缝定额-
话题: 工程造价shurrikers
-
话题: 工程造价yjwyuanzheng
-
话题: 建筑施工yuhuashi1988
-
话题: 工程造价152****1014
最新知识
焊缝定额-
话题: 工程造价zengkaiqiang
-
话题: 工程造价daiqiangyuan
-
话题: 工程造价zhuyanlong1
-
话题: 工程造价dahuang526
焊缝定额相关专题
- 靠近墙角的焊缝怎么焊接
- 立焊的焊缝标准
- 中,厚板焊缝坡口选择原则
- 桩加强箍焊缝如何计算
- 怎么算钢结构焊缝长度量
- 怎样的焊缝算是好的
- 支柱焊缝与环形焊缝的区别
- 直角焊缝应力计算
- 角焊缝要不要开坡口
- 角焊缝尺寸根据什么确定
- 制定机械加工劳动定额切削用量时间标准若干问题
- 园林绿化消耗量定额的修编要点及应用
- 执行新颁公路基本建设概、预算编制办法及定额的体会
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 云南绿色建筑评价标准-云南工程建设标准定额管理网
- 关于发布上海市建设工程施工工期定额
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于16定额沟槽管道连接子目套用和计量技术复核记录
- 关于调整安徽建设工程定额人工费实施意见
- 关于九九年陕西省建筑工程综合概预算定额补充说明
- 关于贯彻执行调整建设工程定额人工费及工程税率通知
- 关于调整建设工程定额人工工资单价和管理费费率通知
- 公路工程概算定额(JTG/T38312018)
- 关于工程量清单计价环境下企业施工定额编制几点设想
- 公路和铁路定额在重庆轻轨PC梁架设工程投标中应用
- 工程定额及造价资料电子查阅与简易预结算编制系统简介
- 关于调整贵州省计价定额人工费和机械费