




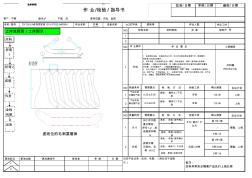
客户:中新 产能:5 作业工时 NO 1 2 NO NO 反应计划 1 上报 2 上报 3 NO 反应计划 虚线位的毛刺要磨掉 更改通知号 更改者 审 核 版本/ 2 备注: 如有异常务必隔离产品及时上报处理 过往不良记录:压伤、毛刺、(附过往不良图 片)1 更改标记 更改处数 日 期 5件 /1h 2 外观 首检: 质检/首件确认 单 自检: 操作工 /不记录 巡检: 质检/巡检记录 表面光滑、 无划伤、毛 刺 ≤0.2 卡尺 /钢尺 /千 分尺 首 1件 /班 隔离、上报/ 5件 /1h 目视 /对样 首 1件 /班 隔离、上报5件/0.5h 检 验 方 法 1 尺寸 如工序示图 重点管控: 序号1-2,其 他做首件确 认 质量特性 管理要点 首检: 质检/首件确认 单 / 检验工具 确认频度 1次 /4h 气动冲床 离合器气压 目视 自检: 操作工 /不记 录 0.5±
广州五金冲压相关专题
- 广州哪里有室内烧烤场
- 广州顿奇装饰公司好
- 广州门窗展的网址是什么
- 广州天河区建材装饰城
- 广州有哪些工装装饰公司
- 广州装饰材料市场排名
- 广州实创装饰好不好
- 广州装饰材料市场有哪些
- 2013广州门窗展
- 2019年广州装修
- 中海地产广州公司精装修工程管理流程之工程管理资料
- 中国阳江(五金刀剪)知识产权快速维权中心正式运行
- 广东广州7层中高层宿舍1051#宿舍工程造价指标
- 广东广州2层板式建筑加气站1#加气站工程造价指标
- 广东广州7层中高层宿舍1050#宿舍工程造价指标
- 广东广州2层厂房112#多层工业厂房工程造价指标
- 广东广州6层停车楼216#地上停车楼工程造价指标
- 广东广州6层多层宿舍302#职工宿舍工程造价指标
- 关于广州房地产市场运行情况通报
- 广东广州长度188861支路177#工程造价指标
- 广东广州4层框架结构幼儿园1301#工程造价指标
- 广东广州长度8663市政管道372#工程造价指标
- 广东广州7层教学楼494#中学教学楼工程造价指标
- 广东广州1层板式建筑泵房35#水泵房工程造价指标
- 广东广州长度4136市政管道396#工程造价指标
- 广东广州长度11085主干路172#工程造价指标
- 广东广州3层教学楼493#小学教学楼工程造价指标