




碳钢大小头以连接管件为主,在这一产品的发展领域能够担当重任,具备国际一流技术水平而启航。 碳钢大小头成型技术基本工艺过程是 : 首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇 形,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终极成为一个圆形环壳。 碳钢大小头的材料是特殊的,在一定的领域中展现不同的使用价值,在某种程度上影响着其他的行业 的发展。双卡压接头处,管子受外力折弯变形时对密封圈不会产生影响,碳钢大小头管件式卡连接技术性 能、技术指标、技术水平的升级产品。 碳钢大小头双卡压式胶圈密封在不锈钢材料内,胶圈耐久性明显提高,且双卡压密封圈左右受挤压均 匀,密封圈不会从侧面倍水压挤出,弥补了单卡压适用过程中的不足。双卡压比单卡压抗拉力提高 1.8 倍, 更适用高层、高水压的建筑物。碳钢大小头在双卡压接处展现重要的作用和性能,充分按照重要的标准形 式用。碳钢大小
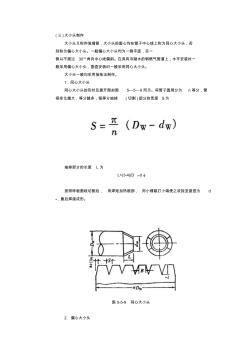
(三 )大小头制作 大小头又称作渐缩管,大小头的圆心均在管子中心线上称为同心大小头,否 则称为偏心大小头。一般偏心大小头均为一侧平直,另一 侧以不超过 30°角向中心线偏斜。在具有冷凝水的钢燃气管道上,水平安装时一 般采用偏心大小头,垂直安装时一般采用同心大小头。 大小头一般均采用抽条法制作。 1.同心大小头 同心大小头的形状及展开图如图 5—5—9 所示。将管子圆周分为 n 等分,管 径变化越大,等分越多,每等分抽掉 (切割 )部分的宽度 S为 抽掉部分的长度 L 为 L=(3-4)(D w-d W) 按照样板画线切割后, 用焊矩加热根部, 用小锤敲打小端使之收拢至直径为 d w,最后焊接成形。 图 5-5-9 同心大小头 2. 偏心大小头 偏心大小头的切割面线如图 5—5—10。图中 A、B、C、D、E的尺寸可按下列 各式确定。 上述式中各符号意义如图所示。 图 5-5-10 偏心
热门知识
高压碳钢大小头厂家精华知识
高压碳钢大小头厂家-
话题: 造价软件lyliujinquan
-
话题: 工程造价yingjiangguo
最新知识
高压碳钢大小头厂家-
话题: 造价软件franky_cong
-
话题: 工程造价feizhixiang
高压碳钢大小头厂家相关专题
- 矿用高压开关柜的整定方法
- 离高压线多远才安全
- 制造高压管件需要什么资质
- 柱塞高压泵用什么润滑油
- 紫铜垫片能耐多高压力
- 做高压电缆头需要什么证件
- 做高压开关测试仪哪家好
- 怎么操作高压油开关
- 怎么计算高压开关的整定值
- 怎么维修高压真空开关
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 永磁操动机构应用于126kV高压真空断路器
- 中国电机工程学会高压专业委员会
- 正泰电气ZN85-40.5户内高压交流真空断路器
- 新型高压输电线路电量参数测量装置与设计
- 在高压输电线路杆塔加挂ADSS光缆应注意几个问题
- 中国电机工程学会高压专委会
- 中国华电集团公司高压电气设备绝缘技术监督实施细则
- 用交流电压进行高压XLPE绝缘电缆线路的现场试验
- 增安型2/4极双速高压箱式空-水冷三相异步电动机
- 关于高压交联电力电缆采用VCV和CCV生产工艺比较
- 高压细水雾设备维修规程、验收规程、记录表及评分标准
- 关于某厂家三相三线电子式多功能电能表需量测试调查
- 关于外墙幕墙和门窗需使用玻璃对生产厂家考察报告
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 国内首台倒置立式1060MW核电机组高压加热器设计
- 基于MATLAB超高压电磁换向球阀动态特性