





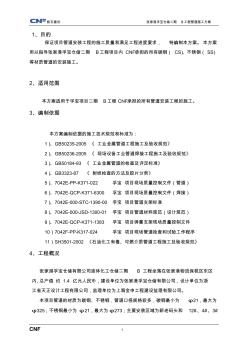
********* 制冷工程有限公司 焊 接 工 艺 卡 产品名称 工艺管线 产品图号 接头名称 对 接 工艺评定编号 HPZ13-1/13-2 工艺卡号 HGY16-1 接头简图: 材质 20# 焊材 及 辅助 材料 名称 牌号 规格 烘烤℃ 保温 h 用量 kg 规格 φ57*3.5 焊丝 ER50-6 Φ2.5 焊条 THJ422 Φ3.2 200℃ 1-2小时 焊接位置 水平方向 焊接方法 GTAW+SMAW 探伤要求 射线探伤 III 级合格 焊接方法 电源种类 焊缝 层次 焊材牌号 焊材直径 (mm) 焊接电流 (A) 电弧电压 (V) 焊接速度 ( cm/min) 气体流量 (L/min) 工艺要求 焊接过程说明 GTAW 直流 1 ER50-6 Φ 2.5 130-140 17-19 6-8 坡口加工 机械 SMAW 直流 1 THJ422 φ 3.2 90-1
核五建设 张家港孚宝仓储二期 B工程管道施工方案 CNF 1 保证项目管道安装工程的施工质量和满足工程进度要求, 特编制本方案。本方案 用以指导张家港孚宝仓储二期 B工程项目内 CNF承担的所有碳钢( CS)、不锈钢( SS) 等材质管道的安装施工。 本方案适用于孚宝项目二期 B工程 CNF承担的所有管道安装工程的施工。 3、编制依据 本方案编制依据的施工技术规范和标准为: 1)、GB50235-2005 《 工业金属管道工程施工及验收规范》 2)、GB50236-2005 《 现场设备工业管道焊接工程施工及验收规范》 3)、GB50184-93 《 工业金属管道的检查及评定标准》 4)、GB3323-87 《 射线检查的方法及胶片分类》 5)、7042E-PP-K371-022 孚宝 项目现场质量控制文件(管道) 6)、7042E-QCP-K371-6300
工艺管线管道支架相关专题
- CASS工艺中排水比m怎么确定
- 简述水泥工艺
- 城市生活污水中水处理工艺
- 屋面工程施工工艺流程及控制要点
- 轻钢龙骨吊顶施工工艺详解
- 隧道施工工艺ppt
- pvc卷材地板施工工艺
- pvc地板生产工艺
- pvc地板生产工艺流程
- pvc塑胶地面施工工艺
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 中国2010年上海世博会园区管线综合管沟管理办法
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 在32‰大坡道地段架设铁路T梁施工工艺及技术
- 异种钢焊接接头退火工艺
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 整理装饰装修施工工艺与质量通病与防治措施(全套)
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 振动冷却斜管处理工艺对A357合金凝固组织的影响