




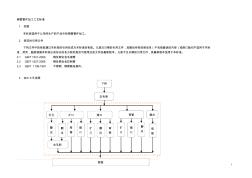
1 铜管管件加工工艺标准 1 范围 本标准适用于公司所生产的产品中的铜管管件加工。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标 准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 2.1 GB/T 1531-2009 铜及铜合金毛细管 2.2 GB/T 1527-2006 铜及铜合金拉制管 2.3 QB/T 1109-1991 不锈钢、铜管路连接件。 3 加工工艺流程 下料 去毛刺 打孔 缩口扩口 弯管 弯 管 扩 口 缩 口 扩 口 缩 口 弯 管 翻 边 翻 边 弯 管 翻 边 去毛刺 脱脂 墩台 翻 边 2 4 铜管一般要求 4.1 密封冷媒系统要求管件内部表面清洁、无氧化、无水、无

船 舶 管 件 加 工 工 艺 前言 目前造船行业里管加工工艺越来越倾向于自动化制造 ,所以 ,我们非常有必要对管加 工工艺进行总结和研究,将现代科技运用到造船中来。 目录 第一章:绪论 .........................................................1 管加工技术研究背景 .............................................1 本课题主要研究内容 .............................................1 第二章:管子加工工艺 .................................................2 各种管子的性能特点 .............................................2 管件连接形式 ..
热门知识
供应管件加工-
话题: 工程造价woshishuiww
精华知识
供应管件加工-
话题: 地产家居y12345678901
供应管件加工相关专题
- 开关电源供应器坏了怎么办
- 湖南长沙电子围栏:供应商
- 工业电梯供应商
- 电梯供应商承保时间是多少
- 供应供水设备
- 供应车轮锁
- 供应抛绳器
- 供应摄像头
- 纪念钞供应
- 供应灭火机
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 中国建筑第二工程局有限公司上海公司合格供应商名录
- 制定机械加工劳动定额切削用量时间标准若干问题
- 医院消毒供应中心水处理设备的精细化管理及效果评价
- 燃烧室高度加工中在线测量系统精确性的方法
- 原供应处仓库改造项目住宅小区岩土工程勘察投标文件
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 关于材料加工专业学生创新能力培养实验教学改革
- 关于免税企业合并应税原材料供应企业中税收风险分析
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 杠杆零件机械加工工艺规程及专用夹具设计说明书资料
- 基于Dynaform三通管件液压成形影响因素分析
- 基于PLC钻削加工装置钻头自动循环控制电路设计
- 国家林业局关于进一步加强木材经营加工监督管理通知