





本文主要叙述了高压管的热套过盈配合结构 ,提出大直径厚壁高压管的解决方法 ,用实例说明这一结构的特点、生产过程、经济效益 ,该结构既符合国情又有利于开发新的大型高温、高压石化产品
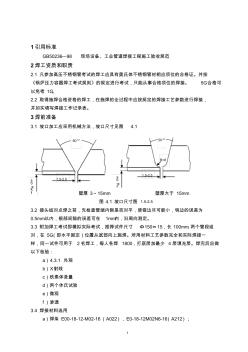
1 1引用标准 GB50236—98 现场设备、工业管道焊接工程施工验收规范 2焊工资质和职责 2.1 凡参加高压不锈钢管考试的焊工应具有奥氏体不锈钢管材相应项位的合格证。并按 《锅炉压力容器焊工考试规则》的规定进行考试,只能从事合格项位的焊接。 5G合格可 以免考 1G。 2.2 取得施焊合格资格的焊工,在施焊的全过程中应按规定的焊接工艺参数进行焊接, 并如实填写焊接工作记录表。 3焊前准备 3.1 坡口加工应采用机械方法,坡口尺寸见图 4.1 壁厚 3~15mm 壁厚大于 15mm 图 4.1 坡口尺寸图 1.5-2.5 3.2 接头组对点焊之前,先检查管端内侧是否对平,使错边尽可能小,钝边的误差为 0.5mm以内,根部间隙的误差可在 1mm内,沿周向测定。 3.3 附加焊工考试即模拟实际考试,推荐试件尺寸 Ф150×15,长 1
热门知识
高压不锈钢针型阀-
话题: 装修工程zhangjia1021
-
话题: 室内设计lwqlhtlwq69
-
话题: 室内设计19870617lixu
精华知识
高压不锈钢针型阀-
话题: 工程造价zengpeng27
-
话题: 室内设计tianhua666
最新知识
高压不锈钢针型阀-
话题: 室内设计hopemarine
-
话题: 装修工程wangyc1000
-
话题: 室内设计wjh06043219
高压不锈钢针型阀相关专题
- 矿用高压开关柜的整定方法
- 离高压线多远才安全
- 制造高压管件需要什么资质
- 柱塞高压泵用什么润滑油
- 紫铜垫片能耐多高压力
- 做高压电缆头需要什么证件
- 做高压开关测试仪哪家好
- 怎么操作高压油开关
- 怎么计算高压开关的整定值
- 怎么维修高压真空开关
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 永磁操动机构应用于126kV高压真空断路器
- 中国电机工程学会高压专业委员会
- 正泰电气ZN85-40.5户内高压交流真空断路器
- 新型高压输电线路电量参数测量装置与设计
- 中国电机工程学会高压专委会
- 中国华电集团公司高压电气设备绝缘技术监督实施细则
- 用交流电压进行高压XLPE绝缘电缆线路的现场试验
- 增安型2/4极双速高压箱式空-水冷三相异步电动机
- 关于高压交联电力电缆采用VCV和CCV生产工艺比较
- 高压细水雾设备维修规程、验收规程、记录表及评分标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 国内首台倒置立式1060MW核电机组高压加热器设计
- 基于MATLAB超高压电磁换向球阀动态特性
- 横排头渠首枢纽坝基高压摆喷防渗墙围井试验施工情况
- 国产高强钢板在宝泉抽水蓄能电站引水高压钢管中应用
- 户外落地式带分界保护(看门狗)功能预付费高压计量箱