




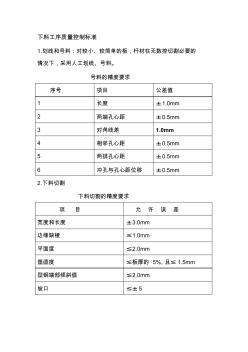
下料工序质量控制标准 1.划线和号料:对较小、较简单的板,杆材在无数控切割必要的 情况下,采用人工划线、号料。 号料的精度要求 序号 项目 公差值 1 长度 ±1.0mm 2 两端孔心距 ±0.5mm 3 对角线差 1.0mm 4 相邻孔心距 ±0.5mm 5 两排孔心距 ±0.5mm 6 冲孔与孔心距位移 ±0.5mm 2.下料切割 下料切割的精度要求 项 目 允 许 误 差 宽度和长度 ±3.0mm 边缘缺棱 ≤1.0mm 平面度 ≤2.0mm 垂直度 ≤板厚的 5%,且≤ 1.5mm 型钢端部倾斜值 ≤2.0mm 坡口 ≤± 5 H 型钢组立工序质量控制标准 组立主要是指 H 型钢埋弧焊前的点焊定位固定,组立是在 组立机上进行,组立前应当翼缘板和腹板去除毛刺、割渣,并应 进行矫正矫直,由放样人员划出中心线、定位线,待检验合格后 才准上组立机进行组立点焊固定。 H型钢组立基本要求如下

中文词条名:工序质量控制点的设置和管理 英文词条名: 1.工序质量控制点的设置原则 ( 1)重要的和关键性的施工环节和部位。 ( 2)质量不稳定、施工质量没有把握的施工工序和环节。 ( 3)施工技术难度大的、施工条件困难的部位或环节。 ( 4)质量标准或质量精度要求高的施工内容和项目。 ( 5)对后续施工或后续工序质量或安全有重要影响的施工工序或部位。 ( 6)采用新技术、新工艺、新材料施工的部位或环节。 2.工序质量控制点的管理 ( 1)质量控制措施的设计 选择了控制点,就要针对每个控制点进行控制措施设计。主要步骤和内容如下: ①列出质量控制点明细表; ②设计控制点施工流程图; ③进行工序分析,找出主导因素; ④制定工序质量控制表,对各影响质量特性的主导因素规定出明确的控制范围和控制要求; ⑤编制保证质量的作业指导书; ⑥编制计量网络图,明确标出各控制因素采用什么计量仪器、编号、精度等,
热门知识
工序质量控制-
话题: 工程造价liuminligang
-
话题: 工程造价regeditgood
精华知识
工序质量控制-
话题: 工程造价zhouxingxing
-
话题: 工程造价aaronzhusz
-
话题: 工程造价villageclub
最新知识
工序质量控制-
话题: 工程造价150****0686
-
话题: 工程造价158****8813
-
话题: 工程造价150****5317
-
话题: 工程造价158****2527
-
话题: 工程造价158****1657
工序质量控制相关专题
- 制作紫砂壶的五十道工序
- 桩基挖土工序
- 足球场建造的工序
- 聚乙烯闭孔泡沫板生产工序
- 河南省按工序套定额问题
- 家装墙面漆有哪些工序
- 硅钢片生产流程和工序
- 盖梁工序报验资料
- 外墙氟碳漆是怎么个工序
- 外墙涂料工序怎么做
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 医院病房楼工程施工装饰装修工程施工控制
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 招标控制价管理规定【辽住建发(2012)27号】
- 影响水利工程质量监督职能发挥的主要因素及对策分析
- 执行设备工程监理规范提升地铁设备监理服务质量
- 多方式远程控制门禁系统
- 政府投资项目如何做好智能化系统工程建设的过程控制
- 应用工程建设施工企业质量管理规范进行体系转换
- 一拖一水泵智能保护水位有线无线控制配电箱使用手册
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制