




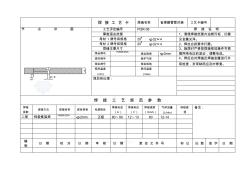
焊 接 工 艺 卡 焊缝名称 省煤器管管对接 工艺卡编号 节 点 详 图 : 工艺评定编号 PQR-08 焊 接 说 明 厚度适应范围 1、清理焊接范围内油锈污垢,打磨 母材 1牌号和规格 20# φ32×4 见金属光泽。 母材 2牌号和规格 20# φ32×4 2、焊丝应按要求打磨。 焊缝主要尺寸 3、施焊时严格按焊接规范操作可根 焊丝牌号 H08Mn2SiA 焊丝规格 φ2mm 据网络电压的波动,调整电流。 焊剂牌号 保护气体 4、焊后应对焊缝及焊缝金属进行外 焊条牌号 焊条规格 观检查,发现缺陷应及时修复。 预热温度 (min) 层间温度 (max) 焊后热处理: 焊 接 工 艺 规 范 参 数 焊接 层数 焊接方法 焊接材料 焊材规格 电源极性 焊接电流 (A) 焊接电压 (V) 焊接速度 (mm/s) 气体流量 (L/mln) 钨极直 径 备注: 二层 钨极氩弧焊 H08M
焊 接 工 艺 卡 焊缝名称 省煤器管管对接 工艺卡编号 节 点 详 图 : 工艺评定编号 PQR-08 焊 接 说 明 厚度适应范围 1、清理焊接范围内油锈污垢,打磨 母材 1牌号和规格 20# φ32×4 见金属光泽。 母材 2牌号和规格 20# φ32×4 2、焊丝应按要求打磨。 焊缝主要尺寸 3、施焊时严格按焊接规范操作可根 焊丝牌号 H08Mn2SiA 焊丝规格 φ2mm 据网络电压的波动,调整电流。 焊剂牌号 保护气体 4、焊后应对焊缝及焊缝金属进行外 焊条牌号 焊条规格 观检查,发现缺陷应及时修复。 预热温度 (min) 层间温度 (max) 焊后热处理: 焊 接 工 艺 规 范 参 数 焊接 层数 焊接方法 焊接材料 焊材规格 电源极性 焊接电流 (A) 焊接电压 (V) 焊接速度 (mm/s) 气体流量 (L/mln) 钨极直 径 备注: 二层 钨极氩弧焊 H08M
锅炉管焊接相关专题
- 庆东锅炉室内温控器用法
- 疏水阀坏了对蒸气锅炉有影响吗
- 锅炉连续排污阀怎么工作的
- 锅炉排污阀作用是什么
- 燃油锅炉有几种燃料油
- 燃气锅炉能烧燃料油吗
- 锅炉蒸汽阀价格
- 锅炉副汽阀有什么用处
- 什么是锅炉蒸汽阀门
- 锅炉厂蒸汽1吨蒸汽等于多少立方
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 基于BP神经网络5A06铝合金电子束焊接熔深预测
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定
- 抗震焊接接头在模拟地震循环载荷作用下累积损伤
- 接地扁铁焊接方法