





日期 (編制 ): 日期 (修订 ): 制造 搬运 储存 检验 其他 ◇ ○ ▽ □ 10 20 30 40 50 60 70 80 90 100 110 120 130 140 核心小組: 工艺流程图 - A 版 过程流程图編号: 图号 /工程更改号 WF 零件编号 客户工程批准 /日期 (如需要) 主要聯系人 /電話: 供方/工厂: 供方代碼: 其它批准 /日期 (如需要 ): 其它批准 /日期 (如需要) 零件名称 /描述: 工厂批准 /日期: 客户質量批准 /日期 (如需要) 等级 产品 过程流程图 特性 过程编 号 过程名称 过程 样件 试生产 生产 page 1 of 2 制造 搬运 储存 检验 其他 ◇ ○ ▽ □ 等级 产品 过程流程图 特性 过程编 号 过程名称 过程 150 160 备注: page 2 of 2
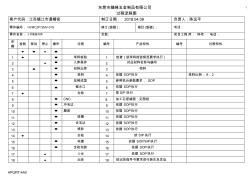
东莞市臻峰五金制品有限公司 过程流程图 APQP014A0 1 客户代码:江苏镇江市通精密 制订日期: 2018.04.08 负责人:陈远平 零件编号: HVMC2P12MV-01S 修订 (版號 ): 修訂 (版號 ): 电话: 零件名称: 2芯插座外壳 页数 : 项目工程师: 钟伟 电话: 步 骤 检验 移动 停止 操作 过程 编号 产品特性 编号 过程特性 ◆ ● ▲ ■ 1 ◆ ■ 来料检验 1 检查(按来料检验规范要求执行) 2 ▲ ■ 入库保存 2 对应材料名称与编号 3 ● ■ 材料出库 3 领料 4 ■ 投料 4 依据 SOP执行 投料比例: 8:2 5 ■ 压铸成型 5 参照机台参数要求, SOP 6 ■ 锯水口 6 依据 SOP执行 7 ◆ 全检 7 按 SIP执行 8 ■ CNC 8. 加工孔径端面:见图纸 9 ■ 冲毛边 9 依据 SOP执行 10 ■ 磨底
热门知识
过程流程图精华知识
过程流程图-
话题: 考试教育xuning0077
-
话题: 工程造价emmanuel0227
最新知识
过程流程图-
话题: 工程造价liang821226
-
话题: 建筑设计oilmaninstr
过程流程图相关专题
- 3Dmax展位制作的过程
- 榻榻米地台制作过程
- 榻榻米床制作过程
- 榻榻米木地台制作全过程
- 二手房装修过程
- 装饰画制作过程
- 手绘墙画过程
- 手绘壁画过程
- 瓷砖背景墙制作过程
- 室内设计创作过程
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 以工作过程为导向构建高职建筑工程技术专业课程体系
- 政府投资项目如何做好智能化系统工程建设的过程控制
- 在工程建设管理中进行工程造价全过程控制的几点建议
- 智能建筑工程监理过程中的几个问题及处理方法
- 植物病虫害检测在园林绿化工程建设过程中的应用
- 政府财政投资工程项目全过程工程造价控制与管理措施
- 以工作过程为导向的市政管道工程施工课程开发与实践
- 支座边界及屋面支撑对张弦桁架结构施工过程影响分析
- 在城网改造过程中焦作市有线电视光缆铺设的实施方案
- 有关工程招投标过程中存在的问题及其解决办法的思考
- 工科毕业设计过程化质量管理体系
- 振弦式钢筋计在预应力管桩成桩过程中的安装工艺
- 医疗建筑内外装修材料选用过程中需要注意的问题分析
- 工程造价咨询公司全过程管理作业指引咨询管理企业战略
- 工业废渣填埋废弃矿坑复垦过程中地下水环保措施
- 关于3D打印技术应用在建筑设计方案构思过程中思考