




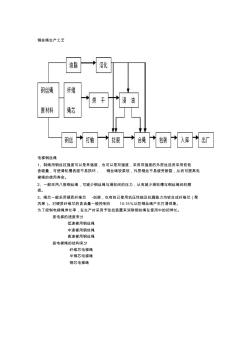
钢丝绳生产工艺 电梯钢丝绳 1、制绳用钢丝拉强度可以是单强度,也可以是双强度,采用双强度的外层丝选用采用较低 含碳量,可使滑轮槽表面不易损坏, 钢丝绳较柔软,外层钢丝不易疲劳断裂,从而可提高电 梯绳的使用寿命。 2、一般采用八股钢丝绳,可减少钢丝绳与滑轮间的压力,从而减少滑轮槽与钢丝绳间的磨 损。 3、绳芯一般采用硬质纤维芯 -剑麻,也有的已使用抗压性能及抗腐能力均较合成纤维芯(聚 丙烯)。对硬质纤维芯的含油量一般控制在 10-15%以防钢丝绳产生打滑现象。 为了控制电梯绳伸长率,在生产时采用予张拉装置来消除钢丝绳在使用中的初伸长。 按电梯的速度来分 低速梯用钢丝绳 中速梯用钢丝绳 高速梯用钢丝绳 按电梯绳的结构来分 纤维芯电梯绳 半钢芯电梯绳 钢芯电梯绳

采用整体拉拔法生产复合结构压实股钢丝绳过程中,钢丝绳捻制应力消除不彻底,残留在股表面的机油在捻制合绳后经常出现滴落,影响用户的正常使用和钢丝绳的使用寿命。将压实股钢丝绳股的捻距倍数调整为不大于股直径的8.5倍,钢丝绳的捻距倍数调整为不大于钢丝绳直径的6.5倍,捻制应力消除效果良好,达到客户要求;将钢丝绳表面脂替代机油作为拉拔过程的润滑油,生产的压实股钢丝绳扭转、抗拉强度达到国家相应标准的要求,股表面质量良好,模具的使用寿命正常。
热门知识
钢丝绳生产工艺-
话题: 室内设计jinweifeng
-
话题: 地产家居syqjl19887
-
话题: 地产家居luminmin1204
-
话题: 建筑施工shaowei_322
精华知识
钢丝绳生产工艺最新知识
钢丝绳生产工艺-
话题: 路桥市政xingzhaolai
-
话题: 地产家居wuqiaoling
-
话题: 地产家居alexlee123
钢丝绳生产工艺相关专题
- 拉扯钢丝绳的步步紧
- 冷拔低碳钢丝是什么钢筋
- 冷拔低碳钢丝网是什么钢筋
- 冷拨低碳钢丝代号是什么
- 冷拉钢丝是什么
- 六角钢丝封如何打开
- 楼面铺钢丝网套什么定额
- 制造钢丝球的机器多少钱
- 中国钢丝绳有哪四大名牌
- 砖混结构还计算钢丝网片吗
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 关于高压交联电力电缆采用VCV和CCV生产工艺比较
- 关于50吨浮吊钢丝绳卷筒与排绳机构不同步解决方案
- 固定抱索器索道钢丝绳
- 摩擦提升机钢丝绳滑动模糊事故树分析及其安全保护
- 基于小波网络矿井提升机钢丝绳磨损程度趋势预测
- 蠕墨铸铁排气管的生产工艺
- 高硅奥氏体不锈钢无缝管生产工艺研究及技术开发
- 包钢稀土钢拓展贵州钢丝绳市场纪实
- 三水平立井多绳摩擦式提升机提升钢丝绳更换安全技术措施
- 内外墙乳胶漆生产工艺
- 建筑垃圾再生骨料生产工艺及性能
- 0高强度镀锌钢丝绳的生产
- PHC管桩的构造生产工艺及打桩施工中要注意的几个问题
- 大断面锚网索钢筋梯、钢丝绳支护技术在煤巷的研究及应用
- 低压短周期三聚氰胺浸渍纸饰面中密度纤维板生产工艺
- 后张法预制T梁生产工艺走马岭梁场




