
- 首页 >
- > 高速路挡墙外角钢焊接
更新时间:2025.04.20




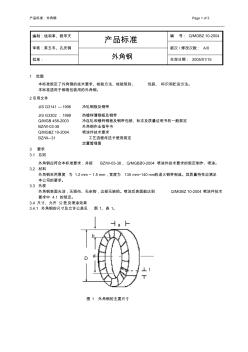
产品标准:外角钢 Page 1 of 3 1 范围 本标准规定了外角钢的技术要求、检验方法、检验规则、 包装、 标识和贮运方法。 本标准适用于钢卷包装用的外角钢。 2引用文件 JIS G3141 —1996 冷轧钢板及钢带 JIS G3302 :1998 热镀锌薄钢板及钢带 Q/MGB 458-2003 冷连轧和镀锌钢板及钢带包装、标志及质量证明书的一般规定 BZ/W-03-38 外角钢作业指导书 Q/MGBZ 10-2004 喷涂件技术要求 BZ/W—31 工艺流程传送卡使用规定 定置管理图 3 要求 3.1 总则 外角钢应符合本标准要求,并按 BZ/W-03-38、Q/MGBZ 10-2004 喷涂件技术要求的规定制作、喷涂。 3.2 材料 外角钢采用厚度 为 1.2 mm~1.5 mm,宽度为 135 mm~140 mm的退火钢带制造。
![[资料]本工程梁板墙加固的角钢与钢板焊接](https://files.zjtcn.com/group1/M00/2F/FA/CgoBZ2Acz8KAcghKAAAvjKi04b0286.jpg)
本工程梁板墙加固的角钢与钢板焊接、 墙面钢筋网片焊接, 是钢结构 焊接作业的重点。 (1)施工前准备 (一)电焊条:其型号按设计要求选用,必须有质量证明书。 按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。本工 程设计规定,焊接 HPB235钢时宜选用和 E4300系列碳钢结构焊条; 焊接 HRB335钢时宜选用 E5001 系列低合金结构钢焊条。按说明书的 要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混 杂使用。 (二) 引弧板:用坡口连接时需用弧板,弧板材质和坡口型式 应与焊件相同。 (三) 主要机具:电焊机(交、直流) 、焊把线、焊钳、面罩、 小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 (2)作业条件 (一) 熟悉图纸,做焊接工艺技术交底。 (二) 施焊前应检查焊工合格证有效期限, 应证明焊工所能承 担的焊接工作。 (三) 现场供电应符合焊接用电要
热门知识
高速路挡墙外角钢焊接-
话题: 工程造价linghong99
-
话题: 路桥市政jasonlvcp3
精华知识
高速路挡墙外角钢焊接-
话题: 工程造价pulstain17
最新知识
高速路挡墙外角钢焊接
专题概述
高速路挡墙外角钢焊接知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关高速路挡墙外角钢焊接最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:高速路挡墙外角钢焊接
相关话题
资料下载
相关资讯
高速路挡墙外角钢焊接相关专题
- 兰海高速一公里收费多少钱
- 连霍高速全程多少公里
- 龙琅高速有哪6个收费站
- 龙琅高速征地补偿标准
- 智能高速球多用于哪里
- 走高架桥算是高速公路
- 怎么介绍高速钢开孔器
- 长临高速公路的设计规划
- 长深高速公路的建设历程
- 浙江高速公路的建设历程
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 圆CFRP-钢管混凝土偏压构件荷载-变形关系分析
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 在8度地震区建造低层纯钢框架结构住宅的可行性分析
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中国焊接学会堆焊及表面工程专委会
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 中国钢铁厂烧结机的烟气特点及部分钢铁厂烧结机信息
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 增设钢牛腿在连续独柱墩桥梁抗倾覆加固设计中的应用
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 高速路放坡用三角尺怎么量
- 高速路隔音屏造价分析
- 高速路护栏多少钱一米
- 高速路护栏价格
- 高速路毛石护坡
- 高速路收费标准是多少
- 高速每公里多少钱
- 高速桥面系多少钱一平方米
- 高速上拖车得多少钱
- 高速上拖车怎么收费
- 高速摄影机多少钱一台
- 高速数据采集卡价格
- 高速隧道消防怎么做
- 高速铁路车站该如何设计
- 高速铁路接触网的安全问题
- 高速铁路接触网的结构组成
- 高速铁路造价为何如此昂贵
- 高速线材扎机巡检制度
- 高速养护需要的机械设备
- 高速云水湾多联排别墅风水
- 高速怎么计费高速怎么计费
- 高速真空泵油
- 高速注塑机价格
- 高塔复合肥为什么水溶慢
- 高碳钢带的用途有哪些
- 高碳钢带锯条能锯铁钉
- 高碳钢的焊接方法
- 高碳钢都有哪些优缺点
- 高碳钢和65#锰钢那个做刀好
- 高碳钢和不锈钢区别




