




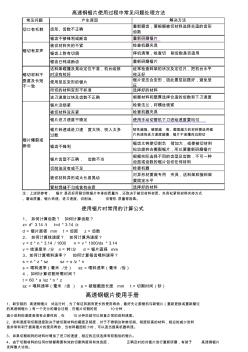
常见问题 产生原因 齿形、齿数不正确 锯齿不够锋利或断齿 被切材料夹的不紧 锯齿上附有切屑 锯齿已钝或断齿 送料架碰撞及晃动定位不准,机台组装 时没有校好 使用受压变形的锯片 所切的材料变形不标准 进刀速度过快及齿数不正确 锯片没锁紧 被切材料没夹紧 锯片进刀速度不稳定 锯片转速或进刀速 度太快、咬入太多 过载 锯齿不锋利 锯片齿型不正确, 齿数不当 切削油没有或不足 被切材料异形或太长易晃动 管材焊缝不匀或含有杂质 1、 如何计算齿数? 如何计算齿距? z= d* 3.14 /t t=d * 3.14 /z d = 锯片直径 mm t = 齿距 z = 齿数 2、 如何计算线速度? 如何计算角速度? v = d * n * 3.14 / 1000 n = v * 1000/ds * 3.14 v = 线速度米 /分 n = 转/分 d = 锯片直径 mm 3、如何计算喂料速率?

高速钢锯片铣刀片先淬火后激光加工成齿形、改变了传统的先机械加工成齿形后淬火的加工方法,本文通过齿形设计,工艺试验,组织性能主分析及试生产考核,论述了高速钢锯片铣刀,淬火后由激光切割齿形的新工艺比传统机加工方法有许多优越性,这在我国工具加工史上尚属首创。
热门知识
高速钢锯片铣刀规格-
话题: 室内设计159357456789
精华知识
高速钢锯片铣刀规格-
话题: 室内设计tang811012
最新知识
高速钢锯片铣刀规格-
话题: 室内设计ywy307567797
-
话题: 室内设计shy19681968
高速钢锯片铣刀规格相关专题
- 兰海高速一公里收费多少钱
- 连霍高速全程多少公里
- 龙琅高速有哪6个收费站
- 龙琅高速征地补偿标准
- 智能高速球多用于哪里
- 走高架桥算是高速公路
- 怎么介绍高速钢开孔器
- 长临高速公路的设计规划
- 长深高速公路的建设历程
- 浙江高速公路的建设历程
- 整流变压器技术规格书(2016.7.5定稿)资料
- 圆钢管通用规格表(20201009124910)
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 各种石材干挂AB胶包装规格
- 国标无缝钢管规格表(D外径壁厚-国标无缝钢管壁厚表
- 基坑支护计算中查表选择排桩配筋腰梁型钢规格建议
- 开关型单联电位器RK097111202Q选型规格书
- 林业工程造林整地规格及应用条件
- 接触器种类及规格
- 家装电线规格和要求
- 透明导电玻璃产品规格书
- 配线架价格行情走势工程造价规格型号大全
- 插板阀价格行情走势工程造价规格型号大全
- 英制钢管尺寸规格表
- 腻子胶价格行情走势工程造价规格型号大全
- 樟子松防腐木常用规格
- 开式冷却塔技术规格书
- 高速钢锯片销售
- 高速钢高压锁紧套
- 高速钢麻花钻头
- 高速铁路人工挖孔桩
- 高速铁路养护技术难点
- 高速铁路工程检验批填写手册
- 高速铁路工程测量
- 高速铁路工程测量规范
- 高速铁路建设
- 高速铁路接缝膏
- 高速铁路接触网
- 高速铁路教材电子文档
- 高速铁路断面图
- 高速铁路施工技术动画
- 高速铁路无渣轨道板图纸
- 高速铁路曲线桥垫石放样
- 高速铁路桥
- 高速铁路桥下防护栅栏
- 高速铁路桥施工
- 高速铁路桥梁施工日志范文
- 高速铁路检验批应用指南
- 高速铁路测量监理细则
- 高速铁路测量规范
- 高速铁路涵洞通图
- 高速铁路电力电缆
- 高速铁路竣工文件管理办法
- 高速铁路缓和曲线桥支座、垫石计算
- 高速铁路设计规范
- 高速铁路路基防排水
- 高速铁路路线设计规范