




设 备 安 装 1 PO与 PE用于工艺管线施工 摘 要:PO管件与 PE管道搭配使用,避免了狭小位置空间难以禁锢工作或固定口熔焊接,同时 提高管道安装质量、加快施工进度、降低成本、便于管道检修。 关键词: 热熔连接 转换 1 前言 内蒙古汇能煤化工浓盐水项目工程原设计工艺管道材质使用钢衬聚烯烃管(简称 PO管), 设计工程图纸及设计规范要求文件已全部下发,部分设备、阀门已运输到厂及部分设备在定制。 后经业主单位最终综合原因改变,决定浓盐水设备文件资料要求不变按原设计定制,修改原设计 院 PO管材质变更为聚乙烯管道(简称 PE管),以设计工艺流程为准,施工轴侧图尺寸为参考依 据进行施工。无形中按照单一的 PE管道施工要求和 PO管道图纸施工方法已很难满足业主技改施 工需要。现场根据两种材质管道的不同安装程序及特点,摸索总结出 PE与 PO管道混合安装施工 重点。 2 PO 与 PE管

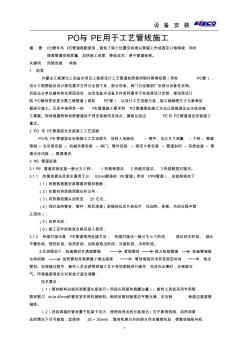
********* 制冷工程有限公司 焊 接 工 艺 卡 产品名称 工艺管线 产品图号 接头名称 对 接 工艺评定编号 HPZ13-1/13-2 工艺卡号 HGY16-1 接头简图: 材质 20# 焊材 及 辅助 材料 名称 牌号 规格 烘烤℃ 保温 h 用量 kg 规格 φ57*3.5 焊丝 ER50-6 Φ2.5 焊条 THJ422 Φ3.2 200℃ 1-2小时 焊接位置 水平方向 焊接方法 GTAW+SMAW 探伤要求 射线探伤 III 级合格 焊接方法 电源种类 焊缝 层次 焊材牌号 焊材直径 (mm) 焊接电流 (A) 电弧电压 (V) 焊接速度 ( cm/min) 气体流量 (L/min) 工艺要求 焊接过程说明 GTAW 直流 1 ER50-6 Φ 2.5 130-140 17-19 6-8 坡口加工 机械 SMAW 直流 1 THJ422 φ 3.2 90-1
热门知识
工艺管线-
话题: 建筑设计wljzgyxyqx
-
话题: 工程造价shenwei316
-
话题: 工程造价zym05307802
精华知识
工艺管线-
话题: 计价依据zhouyang669
-
话题: 工程造价mingchen1111
-
话题: 工程造价fengym123456
-
话题: 工程造价wangyi122333
最新知识
工艺管线-
话题: 工程造价laoluo1979
工艺管线相关专题
- 蓝白镀锌的工艺流程
- 冷拔管的冷拔钢管生产工艺
- 冷拔圆钢的加工工艺有哪些
- 冷拔无缝钢管生产工艺流程
- 冷拉六角钢生产工艺
- 冷拉异型钢的生产工艺
- 冷弯型钢的品种工艺
- 立式多级离心泵拆装工艺
- 连杆的机械加工工艺过程
- 炼钢厂哪些工艺需要风机
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 中国2010年上海世博会园区管线综合管沟管理办法
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 在32‰大坡道地段架设铁路T梁施工工艺及技术
- 异种钢焊接接头退火工艺
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 整理装饰装修施工工艺与质量通病与防治措施(全套)
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 振动冷却斜管处理工艺对A357合金凝固组织的影响
- 工艺管线施工方案
- 工艺管道
- 工艺管道仪表流程图
- 工艺管道伴热方式
- 工艺管道单线图
- 工艺管道单线图块
- 工艺管道及仪表流程图
- 工艺管道和仪表流程图
- 工艺管道固定墩
- 工艺管道大样图
- 工艺管道安装工程公司
- 工艺管道安装工程师职称论文
- 工艺管道安装工程检验批质量验收记录表
- 工艺管道安装施工方案
- 工艺管道安装施工组织设计
- 工艺管道安装规范
- 工艺管道安装记录
- 工艺管道安装设计手册
- 工艺管道安装资料表格
- 工艺管道安装预算
- 工艺管道支架
- 工艺管道支架标准图集
- 工艺管道支架标准大样图集
- 工艺管道施工工艺
- 工艺管道施工方案
- 工艺管道施工组织设计
- 工艺管道清洗方案
- 工艺管道焊接工程施工及验收规范
- 工艺管道监理细则
- 工艺管道管托图集