





从组绳股截面形状特征看,压实钢丝绳与三角股钢丝绳均属异型股钢丝绳,但又有明显不同:前者能捻成同向捻、交互捻,甚至是混合捻,后者只能捻成同向捻;前者组绳股可以是单层钢丝股、平行捻股、组合平行捻股、压实股、股中心为纤维芯多工序捻股,后者只能是交互捻股,且股中心不能为纤维芯;前者股捻制参数是股径、捻距,且对股、绳捻制机组无特殊要求,但要配置专用压实设备,后者股捻制参数是螺距、股高、股宽和捻距,需要专门设备;前者股形状参数不像后者可以相对准确描述;前者外股外层钢丝截面不像后者能够保持圆形特征;前者可以生产成密实结构,后者十分困难;前者不像后者有正式的技术标准。
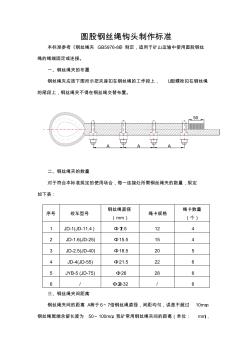
圆股钢丝绳钩头制作标准 本标准参考《钢丝绳夹 GB5976-86》制定,适用于矿山运输中使用圆股钢丝 绳的绳端固定或连接。 一、钢丝绳夹的布置 钢丝绳夹应按下图所示把夹座扣在钢丝绳的工作段上, U型螺栓扣在钢丝绳 的尾段上,钢丝绳夹不得在钢丝绳交替布置。 A A 50 A 二、钢丝绳夹的数量 对于符合本标准规定的使用场合,每一连接处所需钢丝绳夹的数量,规定 如下表: 三、钢丝绳夹间距离 钢丝绳夹间的距离 A等于6~7倍钢丝绳直径,间距均匀,误差不超过 10mm。 钢丝绳尾端余留长度为 50~100mm。我矿常用钢丝绳夹间的距离(单位: mm), 序号 绞车型号 钢丝绳直径 (mm) 绳卡规格 绳卡数量 (个) 1 JD-1(JD-11.4) Φ12.5 12 4 2 JD-1.6(JD-25) Φ15.5 15 4 3 JD-2.5(JD-40) Φ18.5 20 5 4 JD-4(
热门知识
光面三角股钢丝绳精华知识
光面三角股钢丝绳-
话题: 路桥市政xingzhaolai
-
话题: 地产家居wuqiaoling
-
话题: 地产家居alexlee123
最新知识
光面三角股钢丝绳光面三角股钢丝绳相关专题
- 亮光和哑光面板的区别
- 火烧板和光面板怎么区分
- 剪力墙光面变麻处理
- 光面芝麻灰花岗岩价格多少
- 乳胶漆内墙应该是光面
- 芝麻黑光面是什么
- 地板浮雕好还是光面好
- 柜子浮雕好还是光面好
- 光面轮压路机
- 光面广场砖
- 中国水电建设股份公司中标沙特吉达公路地下通道工程
- 中国石油天然气股份有限公司安全生产管理暂行办法
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 中材国际工程股份有限公司总承包沙特马加达水泥项目
- 关于光纤复合架空地线光缆OPGW雷击断股一些考虑
- 关于50吨浮吊钢丝绳卷筒与排绳机构不同步解决方案
- 关于PPP项目股债分离模式下建设期间利息处理
- 广东珠江三角洲环境项目某污水处理部分咨询服务合同
- 恒智天成安全计算软件三角形钢管悬挑脚手架计算书汇总
- 固定抱索器索道钢丝绳
- 光面控制爆破技术在汀筒沟隧道大断面开挖施工中应用
- 公路工程施工工艺大全路基工程光面爆破施工工艺流程图
- 基于PLC控制星三角启动存在问题及解决办法
- 构建对内联接通道发挥北承长江三角洲桥头堡作用
- 化油器三角针阀与阀座导致油耗高与溢油问题解决办法
- 江西万年青水泥股份有限公司内部控制规范实施工作方案
- 摩擦提升机钢丝绳滑动模糊事故树分析及其安全保护