




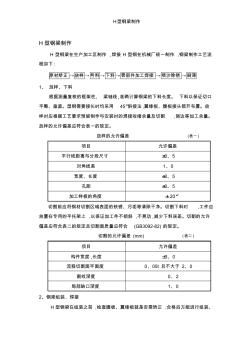
H型钢梁制作 H型钢梁制作 H 型钢梁在生产加工区制作 ,焊接 H 型钢在机械厂统一制作 ,钢梁制作工艺流 程如下 : 原材矫正 →放样→号料→下料→零部件加工焊接 →喷沙除锈 →刷漆 1、 放样、下料 根据测量复核的框架柱、 梁轴线 ,准确计算钢梁的下料长度。 下料以保证切口 平整、垂直。型钢需要接长时均采用 45°斜接法 ,翼缘板、腹板接头错开布置。放 样时应根据工艺要求预留制作与安装时的焊接收缩余量及切割 ,刨边等加工余量。 放样的允许偏差应符合表一的规定。 放样的允许偏差 (表一 ) 项目 允许偏差 平行线距离与分段尺寸 ±0、5 对角线差 1、0 宽度、长度 ±0、5 孔距 ±0、5 加工样板的角度 ±20′ 切割前应将钢材切割区域表面的铁锈、污垢等清除干净。切割下料时 ,工件应 放置在专用的平托架上 ,以保证加工件不倾斜 ,不晃动 ,减少下料误差。切割的允许 偏差应符

氧化铝工程 施工方案 林州市太行建设工程有限公司第三项目部 单项方案— 29 H 型钢柱钢梁制作 施工方案 林州市太行建设工程有限公司第三项目部 氧化铝工程 施工方案 林州市太行建设工程有限公司第三项目部 单项方案— 29 目 录 1、工程概述⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ ..⋯⋯ .29-1 1.1工程概况⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .⋯⋯ ....29-1 2质量控制点 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .⋯⋯⋯ ...29-1 3、施工方案 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .29-1 3.1、制作工艺流程 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .⋯29-1 3.2、主焊缝检查要求 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .⋯29-1 3.3、下料切割 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .⋯⋯29-1 3.4、翼缘板、腹板的
热门知识
钢梁制作(油漆)-
话题: 计价依据chayudandan

精华知识
钢梁制作(油漆)-
话题: 室内设计xiapingan199
最新知识
钢梁制作(油漆)-
话题: 工程造价1012127524
-
话题: 工程造价helensonohm

钢梁制作(油漆)相关专题
- 楼承板与钢梁怎样结合
- 异形钢梁怎么计算工程量
- 雨篷钢梁[16a是什么意思
- 焊接实腹钢梁重量计算
- 屋面钢梁标注的意思
- 钢结构钢梁檩条的计算
- 钢梁拼装与钢梁安装的区别
- 钢梁制作(油漆)
- 钢梁套什么子目
- 钢梁整体稳定性的概念
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 干硬性混凝土挤压成型开孔垂直联锁制作及施工技术工法
- 干硬性混凝土挤压成型开孔垂直联锁制作及施工工法资料
- 公路工程管理用表范本索夹制作与防护质量检验报告单
- 改性聚丙烯纤维对混凝土裂缝抑制作用与应用进展
- 干硬性混凝土挤压成型开孔垂直联锁制作及施工工法样本
- 拱坝整体地质力学模型试验中复杂地基模拟设计及制作
- 关于双导梁架桥机架设组合梁现拼段钢梁施工技术分析
- 工程变更管制作业指导书
- 含一级易燃溶剂油漆、辅助材料及涂料安全技术说明书
- 模板工程模板制作及安装施工技术交底
- 某花园进户门制作、安装工程招标文件
- 某工程十字钢柱与箱型钢梁外包钢筋绑扎施工技术
- 钢梁中22a代表什么是多少
- 钢梁中的加劲板
- 钢料AISI的材质标准是什么
- 钢檩条的钢檩条分类
- 钢龙骨的吨数问题
- 钢龙骨地板如何套定额
- 钢龙骨怎么计算
- 钢楼板一般多厚的
- 钢楼承板搭接长度是多少
- 钢楼梯12J8一76一4图集做法
- 钢楼梯的工程量怎样计算
- 钢楼梯的锚板套什么子目
- 钢楼梯定额含量问题
- 钢楼梯多重一平方
- 钢楼梯刷漆工程量怎么算
- 钢楼梯怎样预算
- 钢铝窗接
- 钢铝窗接地问题
- 钢铝窗接地与接地跨接线
- 钢铝窗连接的计算
- 钢铝钢复合底锅健康
- 钢铝暖气片的制热的原理
- 钢铝散热器和铜铝的一样吗
- 钢门窗的重量计算
- 钢模板出租会计分录
- 钢模板代号Y1015是什么意思
- 钢模板单价包括租赁
- 钢模板单位面积重量是多少
- 钢模板的费用应该怎么计算
- 钢模板的优势是什么




