




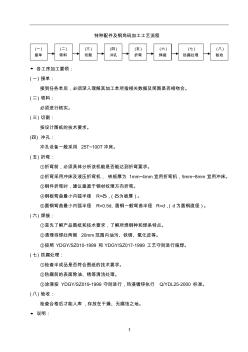
1 特种配件及钢角码加工工艺流程 ◆ 各工序加工要领: (一) 接单: 接到任务单后 ,必须深入理解其加工单所指相关数据及简图是否相吻合。 (二) 领料: 必须进行核实。 (三) 切割: 按设计图纸的技术要求。 (四) 冲孔: 冲孔设备一般采用 25T~100T冲床。 (五) 折弯: ①折弯前,必须具体分析该机能是否能达到折弯要求。 ②折弯采用冲床及液压折弯机, 铁板厚为 1mm~4mm宜用折弯机,5mm~8mm 宜用冲床。 ③钢件折弯时,建议垂直于钢材纹理方向折弯。 ④钢板弯曲最小内弧半径 R=δ,(δ为板厚)。 ⑤圆钢弯曲最小内弧半径 R=0.5d, 圆钢一般弯曲半径 R=d,(d为圆钢直径)。 (六) 焊接: ①首先了解产品图纸和技术要求,了解所焊钢种和焊条特点。 ②清理待焊处两侧 20mm范围内油污、铁锈、氧化皮等。 ③按照 YDGY/SZ010-1999 和 YDGY/SZ01
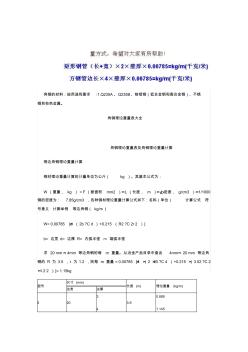
角钢的材料:按用途和要求 :1.Q235A、Q235B、铬钼钢(低合金钢和高合金钢)、不锈 钢和有色金属。 角钢理论重量表大全 角钢理论重量表及角钢理论重量计算 等边角钢理论重量计算 钢材理论重量计算的计量单位为公斤( kg )。其基本公式为: W (重量, kg ) = F (断面积 mm2 )× L (长度, m )×ρ(密度, g/cm3 )× 1/1000 钢的密度为: 7.85g/cm3 ,各种钢材理论重量计算公式如下:名称(单位) 计算公式 符 号意义 计算举例 等边角钢( kg/m) W= 0.00785 ×[d (2b ?C d ) +0.215 (R2 ?C 2r 2 ) ] b= 边宽 d= 边厚 R= 内弧半径 r= 端弧半径 求 20 mm × 4mm 等边角钢的每 m 重量。从冶金产品目录中查出 4mm × 20 mm 等边角 钢的 R 为 3.5 ,r 为 1
热门知识
钢角码理论重量-
话题: 工程造价jc_guanxing
-
话题: 工程造价liting1988
-
话题: 装修工程tianle7703
精华知识
钢角码理论重量最新知识
钢角码理论重量-
话题: 工程造价zhangchangfu
相关问答
钢角码理论重量-
话题: 工程造价wangli5191
-
话题: 项目管理0110150224
钢角码理论重量相关专题
- 卡套连接的钢塑管
- 开钢管厂需要什么机器
- 开个钢材加工部需要多少钱
- 开口钢桩尖
- 开口钢桩尖套什么定额
- 看守所钢网墙的标准
- 看图看钢筋图
- 抗拔桩钢筋为什么要通长
- 抗拔桩钢筋最低含量是多少
- 抗水板中钢筋的计算
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 政府与社会资本合作(PPP)项目审计监督理论
- 在划分多种专业性作业条件下工程施工组织优化理论…
- 圆钢方钢尺寸重量偏差标准GB-t702-2004
- 基于粗糙集和灰聚类理论的IT项目评标决策模型
- 中国建筑学会建筑理论与创作学组学术年会
- 新型基础滑移隔震框架结构体系的理论分析
- 基于粗糙集理论的工程项目招标风险分析方法
- 公路造价师考试基础理论及法规公路基本建设程序试题
- 工程建设监理论文浅谈当前工程监理主要问题及对策
- 基于HSE理论分布式能源站施工安全设计与管理
- 工程量清单计价模式下投标报价策略技巧与决策理论
- 工程测量员职业技能理论知识考试要点
- 工程造价管理基础理论与相关法规工程项目管理
- 关于先进项目管理技术理论方法及关键技术
- 基于Hedonic定价理论上海房地产价格实证分析
- 基于TRIZ理论解决短流程锌粉炉炉喉堵塞问题
- 钢角码理论重量表
- 钢角码规格
- 钢角码规格表
- 钢角码连接件
- 钢角膜
- 钢调研报告
- 钢质(单片式)防盗卷帘(垂帘)
- 钢质(复合式)防火卷帘(垂帘)
- 钢质(木面)防火门
- 钢质(木面)防火门(乙级)
- 钢质(木面)防火门(甲级)
- 钢质(木面)防火门单扇
- 钢质(木面)防火门单扇(丙级)
- 钢质(木面)防火门单扇(乙级)
- 钢质(木面)防火门单扇(优质丙级)
- 钢质(木面)防火门单扇(优质乙级)
- 钢质(木面)防火门单扇(优质甲级)
- 钢质(木面)防火门单扇(甲级)
- 钢质(木面)防火门双扇
- 钢质(木面)防火门双扇(丙级)
- 钢质(木面)防火门双扇(乙级)
- 钢质(木面)防火门双扇(优质丙级)
- 钢质(木面)防火门双扇(优质乙级)
- 钢质(木面)防火门双扇(优质甲级)
- 钢质(木面)防火门双扇(甲级)
- 钢质s型俯卧撑支架
- 钢质、无机复合防火门
- 钢质三通
- 钢质三防PVC抗静电地板
- 钢质三防门