




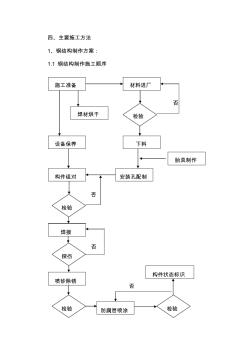
四、主要施工方法 1、钢结构制作方案: 1.1 钢结构制作施工顺序 否 否 否 否 施工准备 材料进厂 焊材烘干 设备保养 检验 下料 构件状态标识 胎具制作 安装孔配制构件组对 检验 焊接 探伤 喷砂除锈 检验 防腐层喷涂 检验 1.2 材料 1.2.1 制作轻钢结构厂房的钢材应符合下列规定: Q235B 应符合 GB700规定 1.2.2 所用的材料必须符合图纸设计要求,并需有质量证明书。 1.2.3 钢材表面:边缘和断面不应有气孔、结疤、重皮、夹渣、 表面锈蚀;麻点和刻痕的深度不得超过钢板厚度负偏差的一半。 1.2.4 材料代用时必须在设计部门审批同意后,方可代用。 1.3 制造程序: 1.3.1 由于工程量大,工期(制安工期)短。因此,在制造开始 前须做好以下工作: ①中标后按网络图要求,备好原材料。 ②刚柱、斜梁等构件及 C型钢檩条、柱间支撑制作好后集总进行 喷砂除锈处理。经验
1 中国钢结构制造企业网格结构专项资质等级标准 一、网格结构制造特级企业资质标准 1.1 企业注册资本金 不少于 5000万元人民币。 1.2 生产规模 以三年平均制造量计,网格结构年生产量不少于 1.5万吨,产品质量达到《钢结构工 程施工质量验收规范》、《钢网架检验及验收标准》或其它相关标准的要求。 1.3 技术难度 具有满足下列两条要求之一的螺栓球节点网架(壳) 、焊接球节点网架(壳)和管桁 架等三类网格结构的工程经验。 1)网格结构跨度不小于 100m。 2)网格结构单项工程建筑面积不少于 40000m2。 1.4 厂房及占地面积 工厂占地面积 50000m2以上,生产厂房面积 30000m2以上,尚需有一定数量的辅材专 用仓库。 1.5 生产装备水平 1)锯床 3 台 2)球加工设备 (螺栓球或焊接球 )
热门知识
钢结构制造资质-
话题: 结构设计133****8081
-
话题: 结构设计zwb2002440
精华知识
钢结构制造资质-
话题: 路桥市政136****8903
最新知识
钢结构制造资质钢结构制造资质相关专题
- 框架-核心筒结构钢筋含量
- 框架核心筒结构钢筋含量
- 框架结构构造柱钢筋的做法
- 框架钢结构图纸怎么看
- 框架结构的柱钢筋有弯钩吗
- 框架结构钢筋各占多少比例
- 框架结构库房钢筋含量
- 框剪结构钢筋含量问题
- 昆明钢结构公司
- 辽宁省钢结构损耗问题
- 中国工程图学学会成立工程与制造系统集成化分会
- 支持并行工程和智能CAPP的制造资源建模技术
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 中国制冷空调设备维修安装企业资质等级认证评审公示
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 以数字化设计制造为主线的机电专业卓越工程能力培养
- 制造业升级改造重大工程包
- 制造业信息化工程
- 中朝鸭绿江界河公路大桥钢锚梁、钢牛腿制造工艺
- 中安协资[2011]1号安防工程企业资质管理办法
- 在第二届全国装备再制造工程学术会议开幕式上的致辞
- 优秀钢结构厂房施工组织设计方案(技术标)
- 中国电动机制造产业分析及未来五年投资规划报告