




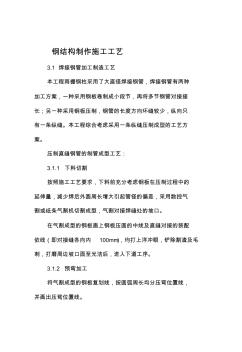
钢结构制作施工工艺 3.1 焊接钢管加工制造工艺 本工程雨棚钢柱采用了大直径焊接钢管,焊接钢管有两种 加工方案,一种采用钢板卷制成小段节,再将多节钢管对接接 长;另一种采用钢板压制,钢管的长度方向环缝较少,纵向只 有一条纵缝。本工程综合考虑采用一条纵缝压制成型的工艺方 案。 压制直缝钢管的制管成型工艺: 3.1.1 下料切割 按照施工工艺要求,下料前充分考虑钢板在压制过程中的 延伸量,减少焊后外圆周长增大引起管径的偏差,采用数控气 割或纸条气割机切割成型,气割对接焊缝处的坡口。 在气割成型的钢板画上钢板压圆的中线及直缝对接的装配 依线(即对接缝各向内 100mm),均打上洋冲眼,铲除割渣及毛 刺,打磨周边坡口面至光洁后,进入下道工序。 3.1.2 预弯加工 将气割成型的钢板复划线,按圆弧周长均分压弯位置线, 并画出压弯位置线。 板运输至 1200t 的预弯机上,用匹配的渐开线模具先压制 钢
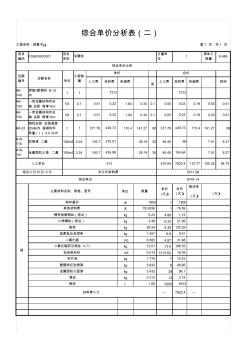
项目 编码 010603001001 项目 名称 计量单 位 清单工 程量 8.489 人工费 机械费 润 人工费 机械费 利润 A6- 149 焊接H型钢柱 5t 以 内 t 1 A6- 130 一类金属结构件运 输 运距 每增1km 10t 0.1 0.51 1.84 0.34 0.1 0.05 0.18 0.03 0.01 A6- 130 一类金属结构件运 输 运距 每增1km 10t 0.1 0.51 1.84 0.34 0.1 0.05 0.18 0.03 0.01 A6-33 钢柱安装 安装高度 20m以内 每根构件 质量( t) 4.0 以内 t 1 377.76 110.4 141.27 68 377.76 110.4 141.27 68 A16- 118 防锈漆 二遍 100m2 0.24 193.7 29.19 35 46.49 7.01 8.37 A16- 14
热门知识
钢结构制作单价-
话题: 工程造价hz317512122
-
话题: 造价软件tzj56527031
-
话题: 结构设计chenhaixia73
精华知识
钢结构制作单价-
话题: 项目管理andimil110
-
话题: 计价依据smoothlyke
最新知识
钢结构制作单价-
话题: 项目管理lidingyiyy
钢结构制作单价相关专题
- 卡套连接的钢塑管
- 开钢管厂需要什么机器
- 开个钢材加工部需要多少钱
- 开口钢桩尖
- 开口钢桩尖套什么定额
- 看守所钢网墙的标准
- 看图看钢筋图
- 抗拔桩钢筋为什么要通长
- 抗拔桩钢筋最低含量是多少
- 抗水板中钢筋的计算
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 优秀钢结构厂房施工组织设计方案(技术标)
- 中国钢结构协会钢管分会七届三次会员大会
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 中国一冶完成印度ESSAR高炉工程所有钢结构制作
- 关于调整现行河北省建设工程计价依据中人工单价通知
- 干硬性混凝土挤压成型开孔垂直联锁制作及施工技术工法
- 干硬性混凝土挤压成型开孔垂直联锁制作及施工工法资料
- 公路工程管理用表范本索夹制作与防护质量检验报告单
- 改性聚丙烯纤维对混凝土裂缝抑制作用与应用进展
- 关于调整综合人工单价通知(陕建发277号文件)
- 关于调整建设工程定额人工工资单价和管理费费率通知
- 钢结构制作的定义是什么
- 钢结构制作的胎架与胎膜
- 钢结构制作和安装费
- 钢结构制作基价
- 钢结构制作损耗问题
- 钢结构质检报验程序
- 钢结构质量验收哪个部门管
- 钢结构中[200*73*7是什么意思
- 钢结构中2L100X80X6什么意思
- 钢结构中CHJ是什么意思
- 钢结构中CK、MK、SL表示什么
- 钢结构中CL怎么算量
- 钢结构中C型钢承重
- 钢结构中DG是什么意思
- 钢结构中GCD是什么意思
- 钢结构中GXG表示什么意思
- 钢结构中H
- 钢结构中H型钢理论重量
- 钢结构中KFZ是什么意思
- 钢结构中MH3525-30是什么意思
- 钢结构中ST代表什么
- 钢结构中T1+C1是什么意思
- 钢结构中TYP是什么意思
- 钢结构中按清单划分问题
- 钢结构中不等高H钢
- 钢结构中的02J401 THa-27.3
- 钢结构中的H型钢
- 钢结构中的NT表示的含义
- 钢结构中的安装
- 钢结构中的符号问题