




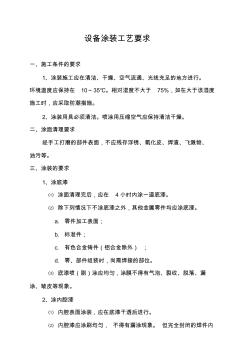
设备涂装工艺要求 一、施工条件的要求 1、涂装施工应在清洁、干燥、空气流通、光线充足的地方进行。 环境温度应保持在 10~35℃。相对湿度不大于 75%,如在大于该湿度 施工时,应采取防潮措施。 2、涂装用具必须清洁。喷涂用压缩空气应保持清洁干燥。 二、涂面清理要求 经手工打磨的部件表面,不应残存浮锈、氧化皮、焊渣、飞溅物、 油污等。 三、涂装的要求 1、涂底漆 ⑴ 涂面清理完后,应在 4小时内涂一道底漆。 ⑵ 除下列情况下不涂底漆之外,其他金属零件均应涂底漆。 a. 零件加工表面; b. 标准件; c. 有色合金铸件(铝合金除外) ; d. 零、部件组装时,尚需焊接的部位。 ⑶ 底漆喷(刷)涂应均匀,涂膜不得有气泡、裂纹、脱落、漏 涂、皱皮等现象。 2、涂内腔漆 ⑴ 内腔表面涂装,应在底漆干透后进行。 ⑵ 内腔漆应涂刷均匀, 不得有漏涂现象。 但完全封闭的焊件内 腔表面可不涂装。 3、填
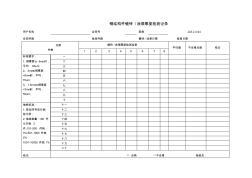
钢结构件镀锌 /涂漆厚度检测记录 用户名称 合同号 规格 JL8.2.4-04 合同件数 检测件数 镀锌 / 涂漆日期 检测日期 点数 件数 镀锌 /涂漆厚度检测结果 平均值 不合格点数 结论 1 2 3 4 5 6 7 8 标准要求: 一 1、钢厚度≥ 6mm时, 平均: 85um; 2、 3mm≤钢厚度 <6mm时,平均: 70um; 3、 1.5mm≤钢厚度 <3mm时,平均: 55um; 二 三 四 五 六 七 八 九 十 抽样标准: 十一 1.按合同号进行抽 检记录 ; 2.抽检数量 :100 件 以内检 3 件;101-500 件检 3%;501-1000 件抽 2% 1001-10000 件抽 1% 十二 十三 十四 十五 十六 十七 十八 十九 二十 结论 □ 合格 □不合格 检验员 :
热门知识
钢结构涂漆标准-
话题: 工程造价wangjun1990
-
话题: 工程造价lsjun282706
精华知识
钢结构涂漆标准-
话题: 项目管理miaoruilie
最新知识
钢结构涂漆标准-
话题: 工程造价zlj463948580
相关问答
钢结构涂漆标准
钢结构涂漆标准相关专题
- 框架-核心筒结构钢筋含量
- 框架核心筒结构钢筋含量
- 框架结构构造柱钢筋的做法
- 框架钢结构图纸怎么看
- 框架结构的柱钢筋有弯钩吗
- 框架结构钢筋各占多少比例
- 框架结构库房钢筋含量
- 框剪结构钢筋含量问题
- 昆明钢结构公司
- 辽宁省钢结构损耗问题
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 中华人民共和国房屋建筑和市政工程标准施工招标文件
- 钢结构涂油漆问题
- 钢结构涂装油漆的种类
- 钢结构托架梁如何验算
- 钢结构柁的计算中方法
- 钢结构外墙封闭问题
- 钢结构网架和桁架区别
- 钢结构网架结构竣工资料
- 钢结构网架设计如何收费
- 钢结构网架投影面积怎么算
- 钢结构网架问题
- 钢结构网架橡胶支座排行
- 钢结构网架怎么套子目
- 钢结构为什么不防火
- 钢结构为什么要满焊
- 钢结构维修费怎么预算
- 钢结构稳定系数表怎么查
- 钢结构屋顶防雷做法
- 钢结构屋顶加层怎么施工
- 钢结构屋顶一般用什么材料
- 钢结构屋脊收边怎么算
- 钢结构屋架、高强螺栓
- 钢结构屋架跨度指什么意思
- 钢结构屋架探伤
- 钢结构屋面板如何套定额
- 钢结构屋面材料做法
- 钢结构屋面檩条长度计算
- 钢结构屋面瓦螺钉间距
- 钢结构屋子檐高怎么确定
- 钢结构系杆的具体定义
- 钢结构系杆重量算法