
- 首页 >
- > 钢结构件工序工时模板
更新时间:2024.11.17




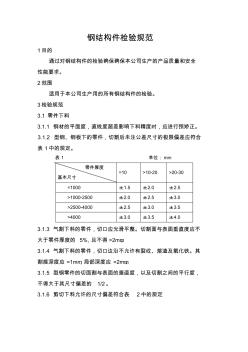
钢结构件检验规范 1目的 通过对钢结构件的检验确保确保本公司生产的产品质量和安全 性能要求。 2范围 适用于本公司生产用的所有钢结构件的检验。 3检验规范 3.1 零件下料 3.1.1 钢材的平面度,直线度超差影响下料精度时,应进行预矫正。 3.1.2 型钢、钢板下的零件,切割后未注公差尺寸的极限偏差应符合 表 1中的规定。 表 1 单位:mm 零件厚度 基本尺寸 =10 >10-20 >20-30 =1000 ±1.5 ±2.0 ±2.5 >1000-2500 ±2.0 ±2.5 ±3.0 >2500-4000 ±2.5 ±3.0 ±3.5 >4000 ±3.0 ±3.5 ±4.0 3.1.3 气割下料的零件,切口应光滑平整。切割面与表面垂直度应不 大于零件厚度的 5%,且不得 >2mm。 3.1.4 气割下料
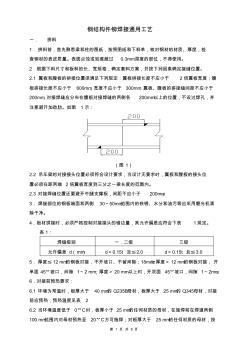
第 1 页 共 8 页 钢结构件铆焊接通用工艺 一. 拼料 1.拼料前,首先熟悉梁和柱的图纸,按照图纸和下料单,核对钢材的材质、厚度,检 查钢材的表皮质量。表面点蚀或划痕超过 0.3mm深度的部位,不得使用。 2.根据下料尺寸和板料的长、宽规格,确定套料方案,并按下列因素确定接缝位置。 2.1 翼板和腹板的拼接位置须满足下列规定:翼板拼接长度不应小于 2倍翼板宽度;腹 板拼接长度不应小于 600mm,宽度不应小于 300mm;翼板、腹板的拼接缝间距不应小于 200mm;对接焊缝应分布在腹板对接焊缝的两侧各 200mm以上的位置,不设过焊孔,并 注意避开加劲肋。如图 1示: (图 1) 2.2 吊车梁的对接接头位置必须符合设计要求,当设计无要求时,翼板和腹板的接头位 置必须在距两端 2倍翼板宽度到三分之一梁长度的范围内。 2.3 对接焊缝位置还要避开牛腿支撑板,间距不应小于 200mm。 3
热门知识
钢结构件工序工时模板-
话题: 工程造价159****7655
精华知识
钢结构件工序工时模板-
话题: 结构设计matincheng
-
话题: 结构设计zb171775756
最新知识
钢结构件工序工时模板-
话题: 结构设计xiaoshen88
专题概述
钢结构件工序工时模板知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关钢结构件工序工时模板最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:钢结构件工序工时模板
相关话题
资料下载
相关资讯
钢结构件工序工时模板相关专题
- 框架-核心筒结构钢筋含量
- 框架核心筒结构钢筋含量
- 框架结构构造柱钢筋的做法
- 框架钢结构图纸怎么看
- 框架结构的柱钢筋有弯钩吗
- 框架结构钢筋各占多少比例
- 框架结构库房钢筋含量
- 框剪结构钢筋含量问题
- 昆明钢结构公司
- 辽宁省钢结构损耗问题
- 招投标书—转轮除湿机方案概述技术标商务标标书模板
- 永久性混凝土模板—快易收口网应用与施工技术
- 支架、吊架安装检验批模板
- 整体式模板台车在有支护基坑内闸室墙身施工中的应用
- 异体弧形钢模板在丰满大坝进水口混凝土施工中的应用
- 智能门禁的管理系统校园一卡通解决方案的报告书模板
- 工艺工法办公楼模板工程施工技术交底
- 关于切实加强施工现场模板支撑体系技术安全管理通知
- 公路造价模板2016年3季度地方综合材料指导价格
- 公路造价模板2016价格信息11月价格(含税)
- 固定资产安装验收、结算使用移交审批表财务部表格模板
- 关于贯彻落实乡村公路养护管理规定情况报告模板
- 噶米土石方回填压实工序质量评定表
- 各种施工工序流程图(主体、二次结构、电气、给排水)
- 工业厂房模板工程及支撑体系方案
- 关于开展建筑施工模板工程质量安全专项整治工作通知
- 工程竣工验收单模板