




1 맣훝듳뗀놱뿬뷝뮯릤돌 냋ퟹ죋탐쳬쟅 룖뷡릹죋탐쳬쟅 몸뷓릤틕움뚨놨룦 뇠훆죋ꎺ 쇵킡뺩ꎨ몸뷓릤돌쪦ꎩ 짳뫋죋ꎺ ퟞ붨욽ꎨ벼쫵뢺퓰죋ꎩ 엺ힼ죋ꎺ 풬뇸 ꎨ쿮쒿뢺퓰죋ꎩ 짮ﯚ퇅훂룖뷡릹릤돌폐쿞릫쮾 2019쓪9 퓂 2 1ꆢ릤돌룅쫶 돌쏻돆ꎺ맣훝듳뗀뿬뷝뮯쾵춳룄퓬뛾웚ꆪ죋탐맽뷖짨쪩 ( 쇖뿆쯹ꆢ쓏뫾냫즽ꆢ퓆뺰슷ꆢ튻 욷뫾즽ꆢ퓆뾭ꆢ뺩쾪슷ꆢ쮹컄뺮ꆢ쪥뗘맣뎡뗈 8 ퟹ죋탐쳬쟅ꎬ벰 1 4룶붻닦뿚헻훎¸ 릤돌맦쒣ꎺ놾릤돌뗄쪩릤랶캧캪탂붨쳬쟅8 ퟹꎨ떥뿧캪 34쏗ꆫ 48쏗ꎩꎬÃ ퟹ쳬쟅캪ꎺ쪥 뗘맣뎡ꆢ뺩쾪슷ꆢ퓆뺰슷ꆢ퓆뾭ꆢ쮹컄뺮ꆢ튻욷뫾즽ꆢ쓏뫾냫즽ꆢ쇖뿆쯹뗈쳬쟅ꆣ ퟛ뫏맣훝듳뗀놱탂붨죋탐쳬쟅뗄쟅탍늼훃ꎬ 훷쟅럖캪룖쿤솺뫍룖볜솽훖ꎬ웤훐쪥뗘맣뎡ꆢ뺩 쾪뿧맣훝듳뗀훷쟅ꆢ퓆뺰ꆢ튻욷뫾즽ꆢ쓏뫾냫즽뗈5 ퟹ쳬쟅캪룖볜뷡릹ꆣ뺩쾪ꎨ뿧뺩쾪슷벰 솬뷓뛎ꎩꆢ퓆뾭ꆢ쮹컄뺮ꆢ쇖뿆쯹뗈 4 ퟹ쳬쟅캪룖쿤솺뷡릹
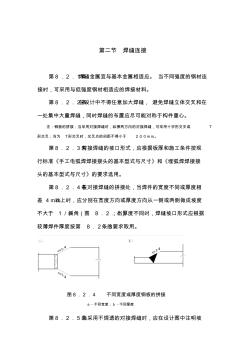
第二节 焊缝连接 第8.2.1条 焊缝金属宜与基本金属相适应。 当不同强度的钢材连 接时,可采用与低强度钢材相适应的焊接材料。 第8.2.2条 在设计中不得任意加大焊缝, 避免焊缝立体交叉和在 一处集中大量焊缝,同时焊缝的布置应尽可能对称于构件重心。 注:钢板的拼接:当采用对接焊缝时,纵横两方向的对接焊缝,可采用十字形交叉或 T 形交叉;当为 T形交叉时,交叉点的间距不得小于 200mm。 第8.2.3条 对接焊缝的坡口形式,应根据板厚和施工条件按现 行标准《手工电弧焊焊接接头的基本型式与尺寸》和《埋弧焊焊接接 头的基本型式与尺寸》的要求选用。 第8.2.4条 在对接焊缝的拼接处,当焊件的宽度不同或厚度相 差 4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度 不大于 1/4斜角(图 8.2.4);当厚度不同时,焊缝坡口形式应根据 较薄焊件厚度按第 8.2.3条
热门知识
钢结构焊缝要求-
话题: 工程造价julin7511213
精华知识
钢结构焊缝要求-
话题: 建筑设计zhanglixingg
-
话题: 结构设计111000123456
最新知识
钢结构焊缝要求-
话题: 工程造价mekondigamy
-
话题: 工程造价bobojolin10
钢结构焊缝要求相关专题
- 框架-核心筒结构钢筋含量
- 框架核心筒结构钢筋含量
- 框架结构构造柱钢筋的做法
- 框架钢结构图纸怎么看
- 框架结构的柱钢筋有弯钩吗
- 框架结构钢筋各占多少比例
- 框架结构库房钢筋含量
- 框剪结构钢筋含量问题
- 昆明钢结构公司
- 辽宁省钢结构损耗问题
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 在建筑钢结构工程中美国标准设计的高强构件替代
- 有抗震结构设计要求的建筑必须要使用HRBE钢筋吗
- 中国水利报评论:理清全面深化水利改革的思路与要求
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 园林的绿化检验批质量的验收记录簿表格全套要求规范
- 原材料和配件检验项目、质量要求和检验频次内控标准
- 中国华电集团公司防止电力生产事故重点措施补充要求
- 优秀钢结构厂房施工组织设计方案(技术标)
- 中国钢结构协会钢管分会七届三次会员大会
- 异型钢伸缩缝在旧桥改造施工中安装新工艺及技术要求
- 中国一冶完成印度ESSAR高炉工程所有钢结构制作
- 中电三十八所无线测试塔工程钢结构平台安装专项方案