




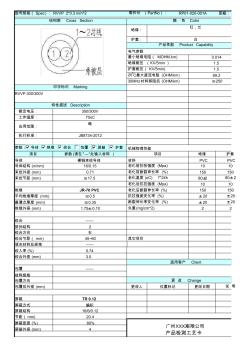
型号规格( Spec): RVVP 2*0.3 mm^2 密級: 护套: 额定电压: 300/300V 工作温度: 70oC 略 执行标准: JB8734-2012 项目 参数 (请在 "—"处输入材料 ) 绝缘 导体 裸铜束绞导体 PVC 导体结构 (n/mm) 16/0.15 10 束绞外径 (mm) 0.71 150 束绞节距 (mm) ≤17.5 80±2 10 绝缘 JR-70 PVC 150 平均绝缘厚度 (mm) ≥0.5 ±20 最薄点厚度 (mm) ≥0.35 ±20 绝缘外径 (mm) 1.75±0.10 2 绞合 —— 排列结构 2 绞合方向 右 绞合节距( mm) 45~60 填充材料及规格 —— 绞入率 (%) 0.74 绞合外径 (mm) 3.5 包覆 —— 材料规格 包覆方向 包覆后外径 (mm) 更改人 更改日期 屏蔽 TR 0.12 屏蔽方式 编
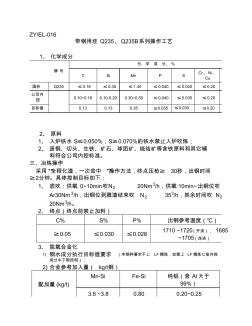
ZY/EL-016 带钢用坯 Q235、Q235B系列操作工艺 1、 化学成分 牌 号 化 学 成 分、 % C Si Mn P S Cr、Ni、 Cu 国标 Q235 ≤ 0.18 ≤ 0.35 ≤ 1.40 ≤ 0.040 ≤ 0.040 ≤ 0.20 公司内 控 0.10~0.18 0.10-0.20 0.30~0.50 ≤ 0.040 ≤ 0.035 ≤ 0.20 目标值 0.13 0.13 0.35 ≤0.035 ≤0.030 ≤0.20 2、 原料 1、 入炉铁水 S≤0.050%;S≥0.070%的铁水禁止入炉吹炼; 2、 废钢、切头、生铁、矿石、球团矿、烧结矿等含铁原料和其它辅 料符合公司内控标准。 三、冶炼操作 采用“全程化渣,一次命中 ”操作方法,终点压枪≥ 30秒,出钢时间 ≥2分钟。具体控制目标如下: 1、 底吹:供氧 0~10min吹N2 20Nm3/h,供氧 1
热门知识
钢结构工艺卡-
话题: 结构设计woheni123321
-
话题: 工程造价lyanjun6313
精华知识
钢结构工艺卡-
话题: 工程造价wmzmingzhe
最新知识
钢结构工艺卡相关问答
钢结构工艺卡
钢结构工艺卡相关专题
- 卡套连接的钢塑管
- 开钢管厂需要什么机器
- 开个钢材加工部需要多少钱
- 开口钢桩尖
- 开口钢桩尖套什么定额
- 看守所钢网墙的标准
- 看图看钢筋图
- 抗拔桩钢筋为什么要通长
- 抗拔桩钢筋最低含量是多少
- 抗水板中钢筋的计算
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 中国读卡器市场现状分析及未来五年发展前景分析报告
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 展讯发布业界首款TD-SCDMA双卡双待手机方案
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 在这里卡住 防止螺栓连接松弛的成对的楔形锁紧盘
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用