




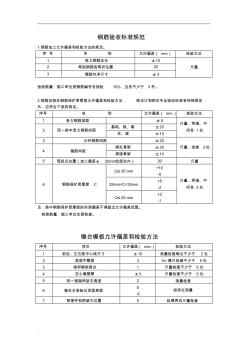
.' ; . 钢筋验收标准规范 1.钢筋加工允许偏差和检验方法的规定。 序 号 名 称 允许偏差( mm) 检验方法 1 受力钢筋全长 ±10 尺量2 弯起钢筋的弯折位置 20 3 箍筋内净尺寸 ± 3 检验数量:施工单位按钢筋编号各抽检 10%,且各不少于 3 件。 2.钢筋安装及钢筋保护层厚度允许偏差和检验方法, 除设计和相关专业验收标准有特殊规定 外,应符合下表的规定。 序号 名 称 允许偏差( mm) 检验方法 1 受力钢筋排距 ± 5 尺量,两端、中 间各 1 处2 同一排中受力钢筋间距 基础、板、墙 ±20 柱、梁 ±10 3 分布钢筋间距 ±20 尺量,连续 3处 4 箍筋间距 绑扎骨架 ±20 焊接骨架 ±10 5 弯起点位置(加工偏差± 20mm包括在内) 30 尺量 6 钢筋保护层厚度 C C≥35 mm +10 -5 尺量,两端、中 间各 2 处 25m
\\ 一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 有关要求及规定《混凝土结构工程施工质量 及验收规范》 GB 50204-2002 第 5.4.6 条 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》 JGJ 182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是 GB1499.2-2007 《钢 筋混凝土用钢第 2 部分:热轧带 肋钢筋》中细 晶粒钢筋的出现,做了细晶粒钢筋各种焊接方 法的试验后,增加了适 用于焊接的钢筋牌号和 规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从 14mm 延伸至 12mm; ④在焊接工艺方法方面,将箍筋闪光对焊从 原来“钢筋闪光对焊 ”中列出,增补内容, 单独成节; ⑤在钢筋电弧焊中,增加了 CO2气体保护电 弧焊的内容; ⑥在钢筋气压焊方面,增加了半自动钢筋固 态气压焊和钢筋氧液化石油气
热门知识
钢筋标准规范精华知识
钢筋标准规范最新知识
钢筋标准规范-
话题: 结构设计languang1022
-
话题: 地产家居ynkmbigcat
-
话题: 工程造价135****6607
钢筋标准规范相关专题
- 看图看钢筋图
- 抗拔桩钢筋为什么要通长
- 抗拔桩钢筋最低含量是多少
- 抗水板中钢筋的计算
- 抗震钢筋当做普通钢筋送检
- 抗震钢筋有标准
- 抗震钢筋问题
- 空心屋面板钢筋大小及根数
- 空心板的钢筋是什么型号的
- 空心楼板盖怎么算钢筋
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 应用TAT和SATWE对钢筋混凝土框剪结构
- 应用型人才培养为导向的高等钢筋混凝土结构课程改革
- 圆形钢筋混凝土截面大偏压构件正截面承载力的简算法
- 以工程实践为导向的钢筋混凝土结构课程教学方法
- 以位移为基础的钢筋混凝土桥梁墩柱抗震设计方法
- 柘溪水电站引水隧洞钢筋混凝土衬砌仿真模型试验
- 有抗震结构设计要求的建筑必须要使用HRBE钢筋吗
- 依萨河二级水电站钢衬钢筋混凝土地面管与应用
- 柘溪水电站引水隧洞钢筋混凝土衬砌结构的可靠性分析
- 影响砌体墙钢筋混凝土墙组合结构抗震性能的因素
- 整理了一些钢筋对工程量时候容易漏算或者忽视的项目