




钢筋气压焊工艺标准 范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径 14~ 40mm的ⅠⅢ级钢筋在垂直位置、水平位置或倾斜位置的对接连接。当两钢筋直 径不同时,也可用气压焊连接,但其两直径之差不得大于 7mm。 施工准备 2.1 材料及主要机具; 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书 及复试报告单。 进口钢筋还应有化学复试单, 其化学成分应满足焊接要求, 并应 有可焊性试验。 2.1.2 氧气(O2):气压焊采用氧气纯度应在 99.5%以上,质量符 合 GB3863中Ⅰ类或Ⅱ类一级的技术要求。 2.1.3 乙炔气( C2H2):最好用瓶装溶解乙炔,质量应符合 GB6819 的要求。其纯度必须在 98%以上,磷化氢含量不得大于 0. 06%,硫化氢含量不 得大于 0. l%,水分含量不得大于 1L/m3,丙酮含量应不大于 45g/m3。如使用 乙炔发
钢筋手工电弧焊工艺标准 范围 本工艺标准适用于工业与民用建筑的钢筋及埋件手工电弧焊。 施工准备 2.1 材料及主要机具: 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书 及复试报告单。 进口钢筋还应有化学复试单, 其化学成分应满足焊接要求, 并应 有可焊性试验。预埋件的锚爪应用Ⅰ、Ⅱ级钢筋。钢筋应无老锈和油污。 2.1.2 钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形,其断 面尺寸和机械性能应符合设计要求。 2.1.3 焊条:焊条的牌号应符合设计规定。如设计无规定时,应符 合表 4-14 的要求,焊条质量应符合以下要求: 钢筋电弧焊使用 的焊条牌号 表 4-14 项次 钢筋级别 搭接焊、帮条焊 坡口焊 1 Ⅰ级 E4303 E4303 E4303 2 Ⅱ级 E4303 E4303 E5003 3 Ⅲ级 E5003 E5003 E5503 4 Ⅰ、Ⅱ级
热门知识
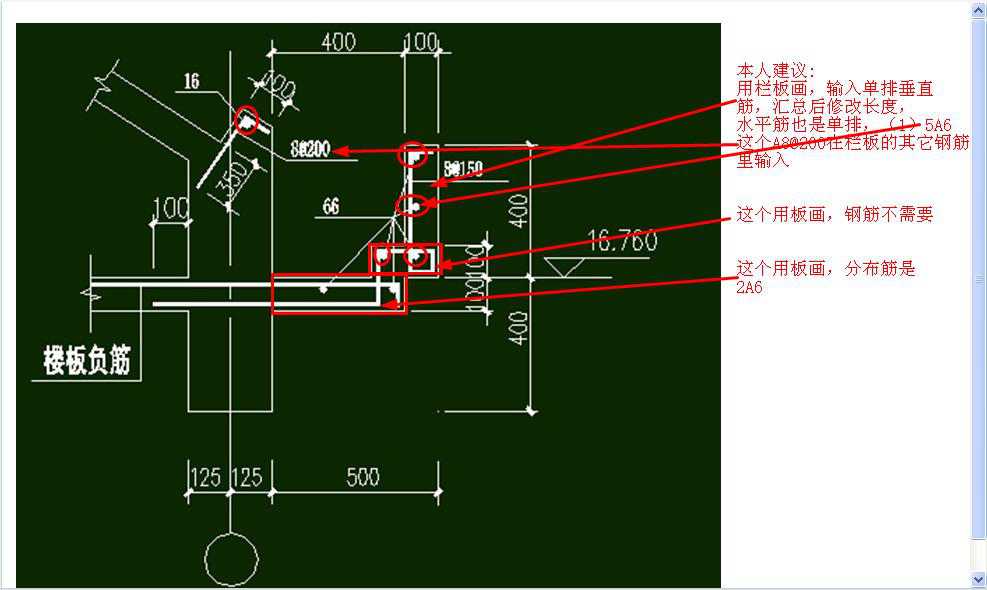
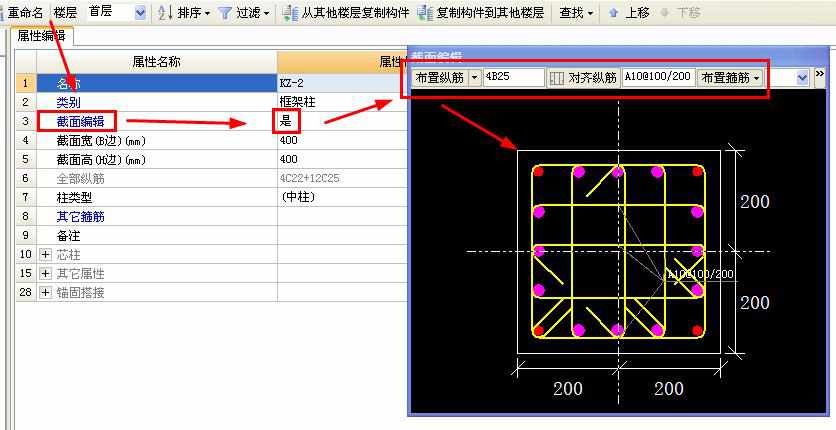
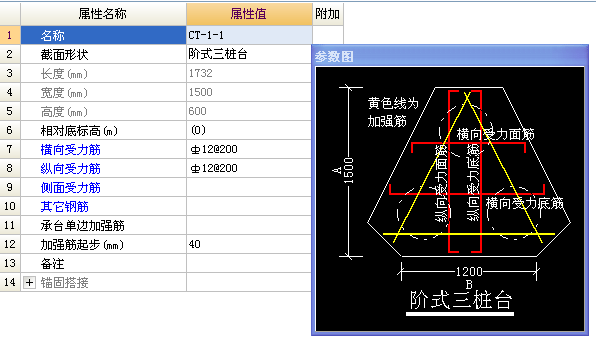
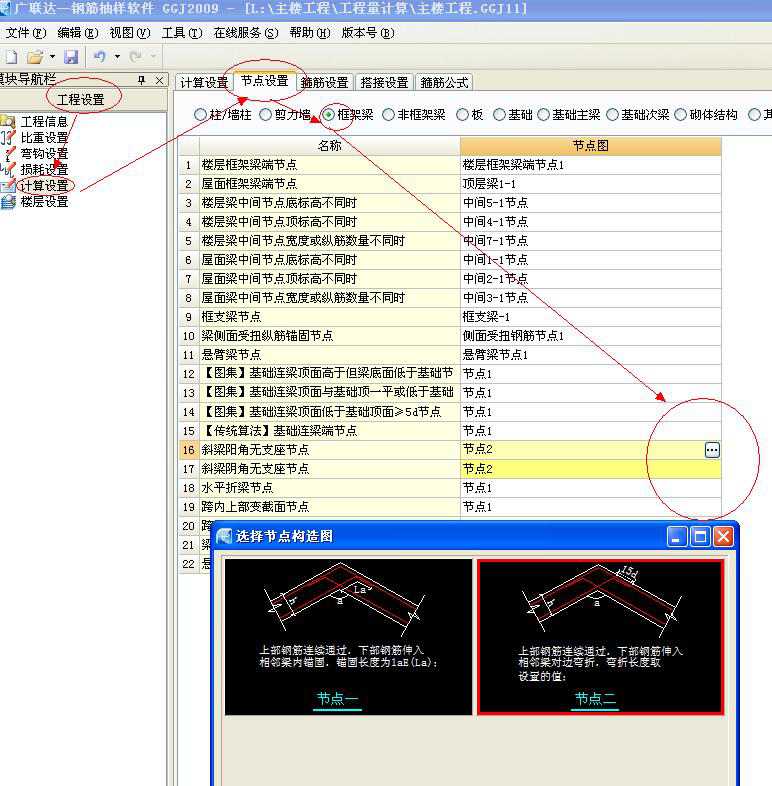
钢筋编辑信息-
话题: 工程造价yclsj122813
-
话题: 造价软件romantic414
精华知识
钢筋编辑信息-
话题: 工程造价qq20703053
最新知识
钢筋编辑信息-
话题: 工程造价lsc123renren
-
话题: 工程造价guorui1117

相关问答
钢筋编辑信息-
话题: 造价软件liqianying
-
话题: 造价软件shijuntao12
-
话题: 造价软件xinlangvip1
钢筋编辑信息相关专题
- 看图看钢筋图
- 抗拔桩钢筋为什么要通长
- 抗拔桩钢筋最低含量是多少
- 抗水板中钢筋的计算
- 抗震钢筋当做普通钢筋送检
- 抗震钢筋有标准
- 抗震钢筋问题
- 空心屋面板钢筋大小及根数
- 空心板的钢筋是什么型号的
- 空心楼板盖怎么算钢筋
- 云南2020年07月(5-7月)水泵信息价数据包
- 云计算对企业信息化系统建设和运营的影响分析和改进
- 中国城市公共交通协会信息工作委员会年会
- 岳阳信息价,最新最全岳阳工程造价信息网信息价下载
- 以信息化建设为切入点 推动“三基”工作全面落实
- 中国建筑第八工程局长春分公司企业信息报告
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 中国钢铁厂烧结机的烟气特点及部分钢铁厂烧结机信息
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 中国测绘地理信息学术年会
- 应用TAT和SATWE对钢筋混凝土框剪结构
- 电子信息工程专业实践教学体系的构建
- 中国工商银行广东省分行信息化办公系统的设计与实现
- 应用型人才培养为导向的高等钢筋混凝土结构课程改革