





对2×350 MW超临界火力发电机组的P91大径钢管焊缝进行热处理。采取分4区控温,合理选择测温点、均匀布置发热体,有效解决了大径管焊缝热处理过程中上下温差大、热处理质量较难控制的难题,焊缝区热处理后的硬度平均值为205~230 HB,显微组织为典型的回火马氏体组织,满足了设计要求。
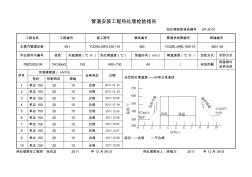
管道安装工程热处理检验报告 热处理检验报告编号: BYJZ-01 工程名称 工程编号 施工图号 管线编号 管道单线图编号 焊缝编号 主蒸汽管道安装 5E1 YG290.49RL160116 MS YG290.49RL160116 MS1-50 作业指导书编号 材质 升温速度(℃ /h) 热处理温度(℃) 恒温时间( min) 降温速度(℃ /h) 加热方式 冷却方式 PBZ2002-08 15CrMoG 150 690~730 40 / 电加热器 保温棉内 自然冷却 序号 实测硬度值( HV10) 合格判定 日期 设定热处理温度——时间记录曲线 结论:□合格 □不合格 母材 热影响区 焊缝 1 单边 150 20 15 合格 2011.12. 01 2 单边 150 20 15 合格 2011.12. 02 3 单边 150 20 15 合格 2011.12.03 4 单边 15
热门知识
钢管焊缝热处理设备-
话题: 工程造价STARSTARSTAR
-
话题: 工程造价lishaofu205
精华知识
钢管焊缝热处理设备-
话题: 工程造价wangpwngxian
-
话题: 工程造价wwg22226010
-
话题: 工程造价swoblatus9
最新知识
钢管焊缝热处理设备-
话题: 地产家居sfdfdgfdhfh
钢管焊缝热处理设备相关专题
- 电气钢管价钱问题
- 电气进线预留钢管
- 电气配管中薄壁钢管
- 电气配管(钢管)的价格
- 电气预算室外钢管工程量
- 不锈钢管制品
- 钢管打字机
- 护栏网钢管
- 钢管挡车器
- 镀锌钢管110
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 正压送风对降低污水厂设备腐蚀的作用与实践(论文)
- 原材料(设备)合格证、试验报告汇总表碎石
- 圆CFRP-钢管混凝土偏压构件荷载-变形关系分析
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 新型的低压成套开关设备GGD型低压配电柜
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 智能建筑智能化工程名词解释-通信系统设备安装工程
- 政府投资工程类项目材料设备采购风险浅析及应对策略
- 执行设备工程监理规范提升地铁设备监理服务质量
- 以可靠性为中心的修在医疗设备维修领域的应用综述
- 一体化载体循环生物处理设备处理生活污水的中试
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 圆钢管通用规格表(20201009124910)
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析