




钢管拱肋 钢管拱肋采用 Q345 厚 14mm 钢板卷制,钢板应有厂家质量证明书,必要时进行复检; 钢板下料前应根据设计图纸绘制加工详图 (包括加工大样图、 厂内试拼图、 工地试拼图和堆 放与发送顺序图等) ,钢料切割应尽量使用剪板机,切割后应进行矫正,下料时加工预留收 缩量由试焊决定。 拱肋卷管过程中应注意保证管端平面与管轴线垂直,卷管后应进行校圆,校圆后的筒 体直缝焊接采用自动焊, 板端坡口应在卷管前开好。 坡口尺寸误差应满足相关技术规程要求。 焊接工艺必须由拱肋加工单位提出详细的工艺图,并需经过评定后方可进行,确定后 的工艺参数在施工中不得随意改动, 焊工应经考核合格并取得相应施焊条件资格证书后方可 上岗,每条焊接应有焊工钢印; 焊缝位置、外形尺寸必须符合施工图和 《钢结构工程施工及 验收规范》的要求,母材非焊接部位严禁焊接引弧;焊接时应注意焊接环境、温度、湿度要 求,所有焊缝质量应
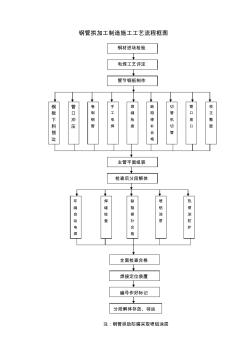
钢管拱加工制造施工工艺流程框图 注:钢管拱肋防腐采取喷铝涂层 钢材进场检验 电焊工艺评定 管节钢板制作 钢 板 下 料 刨 边 管 口 冲 压 卷 制 钢 管 手 工 电 焊 焊 缝 检 查 缺 陷 修 补 合 格 切 管 机 切 管 管 口 坡 口 校 正 整 圆 主管平面组装 检查后分段解体 环 缝 自 动 电 焊 全面检查合格 焊接定位装置 编号作好标记 分段解体存放、待运 焊 缝 检 查 缺 陷 修 补 合 格 喷 铝 涂 层 热 喷 涂 防 护
热门知识
钢管拱屋架图-
话题: 工程造价qingaiwuya
-
话题: 路桥市政taopeng111
精华知识
钢管拱屋架图-
话题: 建筑设计maliangvbn
最新知识
钢管拱屋架图-
话题: 工程造价jianglai123
钢管拱屋架图相关专题
- 怎么进行结构钢管连接
- 结构配电线管与结构配钢管
- 结构用无缝钢管的介绍
- 结构用无缝钢管的性能对比
- 杭萧钢管束结构好不好
- 钢管结构的车棚
- 钢管柱核心筒结构图
- 钢管桁架拱型钢结构棚
- 钢管拱形屋架结构图
- 钢管混凝土异形柱结构
- 中国工程图学学会成立工程与制造系统集成化分会
- 一拖一变频柜电气原理图(三晶VM1000B系列)
- 引用CAD电子图在广联达工程计算软件中的应用技巧
- 圆木与方板材、圆木与锯材、方板材与锯材三间关系图
- 永亨总进度计划横道图
- 整套施工进度计划网络图、横道图、平面图和相关附表
- 圆弧形平面建筑的施工测量及绘图软件在测设中的应用
- 整套施工进度计划网络图、横道图、平面图及相关附表
- 中国水利工程协会五大员(资料员)考题B80分截图
- 怎样看水电施工图(20200707143951)
- 整套施工进度计划网络图、横道图、平面图与相关附表
- 工程项目管理流程图
- 工程部管理制度流程图
- 关于开展工程勘察设计与施工图审查质量检查活动通知
- 工程建设项目施工图审查多审合一实施方案
- 各种施工工序流程图(主体、二次结构、电气、给排水)
- 公路工程施工工艺大全路基工程砂垫层施工工艺流程图