




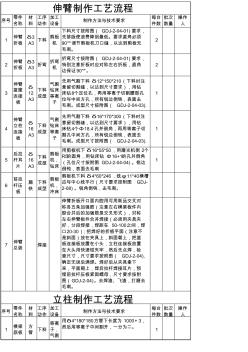
序号 零件 名称 材 料 工序 动作 加工 设备 制作方法与技术要求 每台 件数 批次 数量 操作 人 1 伸臂 折板 δ3 A3 下料 剪板 机 下料尺寸按附图( GDJ-2-04-01)要求, 先排版使浪费降到最低。要求直角必须 90°调节剪板机刀口缝,以达到剪板无 毛刺。 2 2 伸臂 折板 δ3 A3 折弯 折弯 机 折弯尺寸按附图( GDJ-2-04-01)要求, 特别注意折板时应对称左右折板,直角 边保证90°。 2 3 伸臂 篮筐 连接 板 δ 12 A3 下料 成型 气割 钻床 等离 子 先用气割下料 δ12*150*210(下料时注 意留切割缝,以达到尺寸要求),用钻 床钻8个定位孔,再用等离子切割腰型孔 位与中间方孔,所有锐边倒钝,表面去 毛刺。成型尺寸按附图( GDJ-2-04-03). 1 4 伸臂 立柱 连接 板 δ 16 A3 下料 成型 气割 钻床 等离 子
序号 零件 名称 材 料 工序 动作 加工 设备 制作方法与技术要求 每台 件数 批次 数量 操作 人 1 伸臂 折板 δ3 A3 下料 剪板 机 下料尺寸按附图( GDJ-2-04-01)要求, 先排版使浪费降到最低。要求直角必须 90°调节剪板机刀口缝,以达到剪板无 毛刺。 2 2 伸臂 折板 δ3 A3 折弯 折弯 机 折弯尺寸按附图( GDJ-2-04-01)要求, 特别注意折板时应对称左右折板,直角 边保证90°。 2 3 伸臂 篮筐 连接 板 δ 12 A3 下料 成型 气割 钻床 等离 子 先用气割下料 δ12*150*210(下料时注 意留切割缝,以达到尺寸要求),用钻 床钻8个定位孔,再用等离子切割腰型孔 位与中间方孔,所有锐边倒钝,表面去 毛刺。成型尺寸按附图( GDJ-2-04-03). 1 4 伸臂 立柱 连接 板 δ 16 A3 下料 成型 气割 钻床 等离 子
热门知识
固定式单臂篮球架-
话题: 工程造价a530521001
-
话题: 工程造价xiaopeng8866
精华知识
固定式单臂篮球架-
话题: 工程造价tingjuanshen
最新知识
固定式单臂篮球架-
话题: 建筑设计ynxdsb123381
-
话题: 工程造价wsong353231
固定式单臂篮球架相关专题
- 抗震加固定额
- 靠墙货架如何固定在墙上
- 快速固定LED光带得方法
- 拉筋的保护层是固定的吗
- 老式钢窗玻璃如何固定
- 两居室的固定插座是
- 晾衣绳怎么固定到墙上
- 自制简易车棚算固定资产吗
- 长槽孔上螺栓怎么固定
- 怎么把线槽固定到墙上
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)