




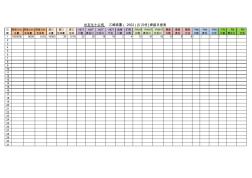
日 期 焊接DIN 总量 焊接DIN 完成量 焊接DIN 完成率 焊口 总量 焊口 完成量 焊口 完成 NDT 口数 NDT 委托口 NDT 已完口 NDT 不合 返修 口数 扩探 口数 PWHT 口数 PWHT 委托口 PWHT 已完口 硬度 口数 硬度 委托 硬度 已完 PMI 口数 PMI 委托 PMI 已完 FN 口数 FN 委托口 FN 已完 1 1500000 8000 0.5% 10000 30 0.3% 20 20 18 16 2 4 10 10 10 10 8 8 / / / / / / 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 中石化十公司 乙烯装置( 2552)[5月份 ]焊接日报表
关于长输管道焊接质量控制的探讨 摘要:在长输管道工程施工中的关键是焊接过程,长输管道工程的施工质量好 坏与焊接过程的质量控制是密不可分。 本文从施工人员、 施工经验,焊接环境、 焊接设备和检验仪器工具、材料与焊材、焊接工艺文件、焊接检验检测和焊缝 返修七个方面分析了长输管道焊接过程的质量控制要点,以确保压力管道工程 施工质量。 关键词:长输管道;焊接过程;质量控制 1 施工人员的控制 在任何施工质量控制过程中“人”是第一要素,在焊接质量控制中也同样 如此。从事压力管道受压元件焊接的焊工,必须通过基本知识和操作技能考试 合格后,取得质量技术监督部门颁发的焊工合格证,而且在有效期内才能进行 相应项目的焊接工作。施工企业必须与焊工签订劳动合同。坚决杜绝无证人员 从事焊接工作。焊接机组所有人员都必须围绕保证焊接质量这个中心,尽心、 尽责、尽力做好本岗位工作。另外,质检员要起到严格把关的作用。及时
热门知识
管道焊接承包价格表-
话题: 工程造价tankang888
-
话题: 室内设计wy819250670
精华知识
管道焊接承包价格表-
话题: 工程造价ziyetanhua
最新知识
管道焊接承包价格表-
话题: 工程造价miaoxinguang
管道焊接承包价格表相关专题
- 自来水给水管道
- 怎样看懂给水管道系统图
- 只有排水管道有基础
- 降水排水管道
- 有关给排水管道预留问题
- 雨水管道算是排水系统
- 压力排水管道中的软接头
- 一层排水管道标高
- 建筑给排水的管道图纸
- 给排水、采暖管道土方问题
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 影响铁路电力迁改总承包工程因素的模糊综合评价
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 中国水电联合体13亿美元总承包尼日利亚水电站项目
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 余热回收供热项目EPC工程总承包工程施工组织设计
- 在用工业管道定期检验规程.20030601doc
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 在杭房屋建筑工程施工总承包特级企业信用排行汇总表
- 岳阳某项目外脚手架工程承包合同(2007.11)
- 以工作过程为导向的市政管道工程施工课程开发与实践
- 应用洛阳GPS软件设计城市排水管道工程的初步