




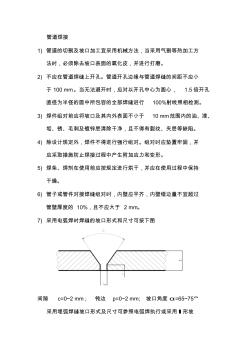
管道焊接 1) 管道的切割及坡口加工宜采用机械方法,当采用气割等热加工方 法时,必须除去坡口表面的氧化皮,并进行打磨。 2) 不应在管道焊缝上开孔。管道开孔边缘与管道焊缝的间距不应小 于 100 mm。当无法避开时,应对以开孔中心为圆心, 1.5倍开孔 直径为半径的圆中所包容的全部焊缝进行 100%射线照相检测。 3) 焊件组对前应将坡口及其内外表面不小于 10 mm范围内的油、漆、 垢、锈、毛刺及镀锌层清除干净,且不得有裂纹、夹层等缺陷。 4) 除设计规定外,焊件不得进行强行组对。组对时应垫置牢固,并 应采取措施防止焊接过程中产生附加应力和变形。 5) 焊条、焊剂在使用前应按规定进行烘干,并应在使用过程中保持 干燥。 6) 管子或管件对接焊缝组对时,内壁应平齐,内壁错边量不宜超过 管壁厚度的 10%,且不应大于 2 mm。 7) 采用电弧焊时焊缝的坡口形式和尺寸可按下图 间隙 c=0~2
![管道保温论文管道焊接论文[1]](https://files.zjtcn.com/group1/M00/64/6B/CgoBZ2A5lUeAJfzXAAA-acZyZ1E419.jpg)
管道保温论文管道焊接论文 蒸汽直埋保温管道在设计 制造 施工与运行时应注意的问题 摘要 :蒸汽除采暖外 ,还可以供工业生产、 制冷、供应生活热水等 ,现对其进行 简要论述。 Abstract: Steam could serve the industrial production, chilling, supplying of daily life hot water besides the warming function.The paper develops a discussion on it. 关键词 :蒸汽 ;设计 ;制造 ;施工 Key words: steam;design;production;construction 中图分类号 :TU81 文献标识码 :A 文章编号 :1006-4311(2010)18-0049-01 0引言 随着集中供热的逐步普及与迅速发展
热门知识
管道横焊视频精华知识
管道横焊视频-
话题: 工程造价zhaoqinglei3
-
话题: 工程造价maomaoangel
-
话题: 装修工程chuntian110
最新知识
管道横焊视频-
话题: 工程造价150****2246
-
话题: 工程造价151****5532
-
话题: 工程造价151****0582
管道横焊视频相关专题
- 自来水给水管道
- 怎样看懂给水管道系统图
- 只有排水管道有基础
- 降水排水管道
- 有关给排水管道预留问题
- 雨水管道算是排水系统
- 压力排水管道中的软接头
- 一层排水管道标高
- 建筑给排水的管道图纸
- 给排水、采暖管道土方问题
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 中国信达施工现场智能化管理及视频监控系统设计方案
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 永修云山工业园一横一纵道路新建工程中标候选人公示
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 有限元和有限层元横向同性土对建筑物沉降的影响
- 在用工业管道定期检验规程.20030601doc
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 榆横煤化工业园区水资源的保护利压与可持续发展分析
- 大跨度小横梁、小纵梁及桥面板现浇施工移动吊架
- 通风预埋管道的防护密闭专项工程质量验收记录表
- 榆横煤化工业园区水资源的保护利用与可持续发展分析
- 异种钢焊接接头退火工艺