
- 首页 >
- > 国标2%/15%.25%35%银焊条
更新时间:2024.11.23





我厂过去对于紫銅工件的焊接,大多采用60%銀焊条的办法。后来,电焊师付們共同商量研究,下定决心,要攻破不用銀焊进行紫銅焊接的难关。經过不断实践,总結經驗,摸索到一些方法,解决了这个問題。
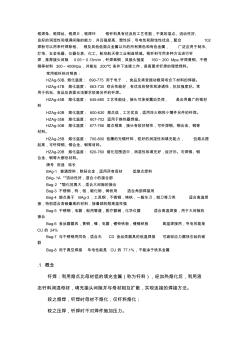
银焊条、银焊丝、银焊片,银焊环 银钎料具有优良的工艺性能,不高的溶点、流动性好、 良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良,配合 102 焊粉可以用来钎焊除铝、 镁及其他低熔点金属以外的所有黑色和有色金属, 广泛应用于制冷、 灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。银钎料可用多种方法进行钎 焊,推荐接头间隙 0.05~0.13m/m,钎焊紫铜,其接头强度 160~200 Mpa,钎焊黄铜、不锈 钢等材料 300~400Mpa,并能在 200°C 条件下连续工作,是高要求钎焊的理想焊料。 常用银钎料对照表: HZAg-50B, 熔化温度: 690-775 用于电子 、食品及承受振动载荷场合下材料的焊接。 HZAg-47B 熔化温度: 663-730 综合性能好,有优良的韧性和渗透性,抗拉强度好。常 用于机电、食品及表面光洁要求较高另件的钎焊。 HZ
热门知识
国标2%/15%.25%35%银焊条-
话题: 地产家居xinrong222
-
话题: 室内设计y13183046060
-
话题: 工程造价a7405530386
-
话题: 地产家居kenjiekenjie
精华知识
国标2%/15%.25%35%银焊条-
话题: 暖通空调luckstar_81
-
话题: 室内设计jingwei311
-
话题: 室内设计yangbo2009
最新知识
国标2%/15%.25%35%银焊条
专题概述
国标2%/15%.25%35%银焊条知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关国标2%/15%.25%35%银焊条最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:国标2%/15%.25%35%银焊条
相关话题
资料下载
相关资讯
国标2%/15%.25%35%银焊条相关专题
- 扣件的国标重量是多少
- 蓝球架的国标尺寸怎样
- 铸铁管国标规格表
- 最新的膨胀螺栓国标代号
- 最新电缆电线报价表国标
- 怎么辨别国标电线
- 怎么分辨国标的螺纹钢筋
- 怎么认识国标钢筋
- 怎么样的电线才叫国标
- 怎样识别国标304钢管
- 在建筑钢结构工程中美国标准设计的高强构件替代
- 中国标准电源插头
- 中国保护消费者基金会突击抽检格兰仕空调质量超国标
- 优质国标6061铝合金硬度6061铝合金机械性能
- 国标结构图集编号MicrosoftExcel工作表
- 国标无缝钢管规格表(D外径壁厚-国标无缝钢管壁厚表
- 国标<钢制管法兰连接强度计算方法>评析
- 国标直缝焊管公称直径DN、NB与钢管外径OD区别
- 国标法兰盘标准尺寸(20200929161443)
- 国标恒力弹簧存在问题及恒力弹簧支吊架设计与安装
- 国标铝及铝合金箔2010版与2003版厚度内容比较
- 建筑专业国标设计图集最新目录
- 国标清单钢筋工程清单编制实例与解析
- 中华人民共和国标准施工招标文件评标办法
- 中华人民共和国标准设计施工总承包招标文件年版收集资料
- 全国标准样品技术委员会建筑材料标准样品专业工作组成立
- 山东水泥大气污染物排放地方标准实施达标时间比国标提前
- 国标2斤扣件
- 国标2斤扣件公司
- 国标2斤扣件制造厂
- 国标2斤扣件厂
- 国标304不锈钢卫生水管
- 国标35平方电缆价格
- 国标50平方电缆型号
- 国标86型三口面板
- 国标86型双口面板
- 国标86型四口面板
- 国标90度无缝弯头
- 国标90度无缝弯头厂
- 国标90度焊接弯头
- 国标dn50法兰尺寸
- 国标III级F型顶管
- 国标II级平接有筋悬辊管
- 国标II级承插口管
- 国标I级平接无筋悬辊管
- 国标I级平接有筋悬辊管
- 国标o型密封圈规格
- 国标pp超静音排水管
- 国标PVC-U排水管
- 国标PVC-U管
- 国标PVC卷材
- 国标PVC排水管
- 国标pvc排水管壁厚
- 国标PVC排水管材
- 国标q345b角钢
- 国标q345b角钢价格
- 国标q345b角钢厂家