





1 技术交底记录 工程名称 施工单位 交底部位 工序名称 钢筋直螺纹连接 交底内容: 1.施工准备 (1) 接头施工的操作人员必须设专人操作。 (2) 钢筋要先调直再下料,切口端面要与钢筋轴线垂直不得有马蹄形或挠曲,现场使用砂轮切割机下料, 不得用气割或切断机下料。若使用切断机下料,套丝完成后需对无效丝扣进行打磨。 (3) 对钢筋直螺纹接头进行工艺检验,要求丝头加工长度为套筒长度的一半加 1~2 个丝扣螺距,即确保直 螺纹连接完成后,外露 0.5~1 丝。 2.钢筋丝头加工 (1) 加工丝头的牙形、螺纹必须与连接套的牙形、螺纹一致,丝扣段内的秃牙部分(即无效丝扣部分) 累计长度小于一周长的 1/2。 (2) 滚轧钢筋直螺纹时,应采用水溶性切削润滑液,当气温低于 0 度时,应掺入 15%—20%的亚硝酸钠, 不得用机油作切削润滑液或不加润滑液进行滚轧丝头。 (3) 钢筋套丝完成后,操作人员
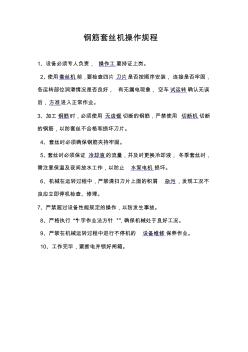
钢筋套丝机操作规程 1、设备必须专人负责, 操作工要持证上岗。 2、使用套丝机前,要检查四片 刀片是否按顺序安装,连接是否牢固, 各运转部位润滑情况是否良好, 有无漏电现象, 空车试运转确认无误 后,方准进入正常作业。 3、加工钢筋时,必须使用 无齿锯切断的钢筋,严禁使用 切断机切断 的钢筋,以防套丝不合格和损坏刀片。 4、套丝时必须确保钢筋夹持牢固。 5、套丝时必须保证 冷却液的流量,并及时更换冷却液, 冬季套丝时, 需注意保温及夜间放水工作,以防止 水泵电机 损坏。 6、机械在运转过程中,严禁清扫刀片上面的积屑 杂污,发现工况不 良应立即停机检查、修理。 7、严禁超过设备性能规定的操作,以防发生事故。 8、严格执行 “十字作业法方针 ”,确保机械处于良好工况。 9、严禁在机械运转过程中进行不停机的 设备维修保养作业。 10、工作完毕,要断电并锁好闸箱。
热门知识
钢筋套丝精华知识
钢筋套丝-
话题: 地产家居jiangbenhua
-
话题: 工程造价chenwen520
最新知识
钢筋套丝-
话题: 项目管理031814401tpy
-
话题: 工程造价jianxun258
钢筋套丝相关专题
- 抗震钢筋施工依据哪个规范
- 梁板铰缝钢筋怎样施工
- 怎样看钢筋的建筑施工图
- 建筑施工中钢筋焊接长度
- 一份钢筋施工组织设计
- 工程施工中抽钢筋如何计算
- 无粘结预应力钢筋怎么施工
- 钢筋的施工搭接用量
- 钢筋单.双面焊的施工工艺
- 钢筋的施工方法
- 防盗门装进门洞打六根膨胀螺丝固定
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 云南某科研大楼及配套工程建筑安装工程施工组织设计
- 园林景观及配套设施标工程施工组织设计建筑施工
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 中国钢丝切丸行业市场前景分析预测年度报告(目录)
- 应用TAT和SATWE对钢筋混凝土框剪结构
- 应用型人才培养为导向的高等钢筋混凝土结构课程改革
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 有抗震结构设计要求的建筑必须要使用HRBE钢筋吗
- 余热锅炉节能新技术在燕山Ⅱ套催化裂化装置中的应用
- 依萨河二级水电站钢衬钢筋混凝土地面管与应用
- 柘溪水电站引水隧洞钢筋混凝土衬砌结构的可靠性分析
- 影响砌体墙钢筋混凝土墙组合结构抗震性能的因素