




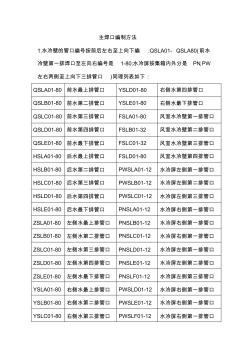
主焊口编制方法 1.水冷壁的管口编号按前后左右至上向下编 :QSLA01- QSLA80(前水 冷壁第一排焊口至左向右编号是 1-80;水冷屏按集箱内外分是 PN、PW 左右两侧至上向下三排管口 )同理列表如下 : QSLA01-80 前水最上排管口 YSLD01-80 右侧水第四排管口 QSLB01-80 前水第二排管口 YSLE01-80 右侧水最下排管口 QSLC01-80 前水第三排管口 FSLA01-80 风室水冷壁第一排管口 QSLD01-80 前水第四排管口 FSLB01-32 风室水冷壁第二排管口 QSLE01-80 前水最下排管口 FSLC01-32 风室水冷壁第三排管口 HSLA01-80 后水最上排管口 FSLD01-80 风室水冷壁第四排管口 HSLB01-80 后水第二排管口 PWSLA01-12 水冷屏左侧第一排管口 HSLC01-80 后水第三排管口 PWS

钢管焊接质量的好坏直接影响钢管使用的可靠性和抗腐蚀性 ,由于种种原因 ,钢管端部的圆度往往不能满足焊接要求。提出用千斤顶、适当长度的枕木和钢垫片或木垫片等材料辅助拼接的操作方法保证钢管的圆度 ,以使接头部位很好地重合 ,保证钢管的施工质量
热门知识
钢结构焊口-
话题: 工程造价yangdeihua
精华知识
钢结构焊口-
话题: 建筑施工cuijinguo2
最新知识
钢结构焊口-
话题: 工程造价rebeccajay
-
话题: 工程造价SHENDONG2000
-
话题: 项目管理yang110132
-
话题: 造价软件DARKANGELL
相关问答
钢结构焊口
钢结构焊口相关专题
- 卡套连接的钢塑管
- 开钢管厂需要什么机器
- 开个钢材加工部需要多少钱
- 开口钢桩尖
- 开口钢桩尖套什么定额
- 看守所钢网墙的标准
- 看图看钢筋图
- 抗拔桩钢筋为什么要通长
- 抗拔桩钢筋最低含量是多少
- 抗水板中钢筋的计算
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中国焊接学会堆焊及表面工程专委会
- 张家口市中心城区污水排水管网在线监测系统设计
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 中国对美国出口的商品结构、比较优势及其稳定性分析
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 在建筑钢结构工程中美国标准设计的高强构件替代
- 张家口清水河建设桥临时支架及河道行洪能力计算分析
- 异种钢焊接接头退火工艺
- 中国电器工业协会电焊机分会五届五次理事会
- 引黄工程汾河水库取水口临时挡水建筑物施工方案比选
- 中国电器工业协会电焊机分会四届八次理事会会议纪要